

TL;DR:
- Prototyping firearm parts requires careful legal compliance verification, appropriate material selection, and a structured iteration process. Ensuring parts meet ATF regulations and tolerances is essential before moving to live-fire testing, with documented test results guiding development. Scaling from prototype to production benefits from certified manufacturing partners with consistent quality controls and tolerance management.
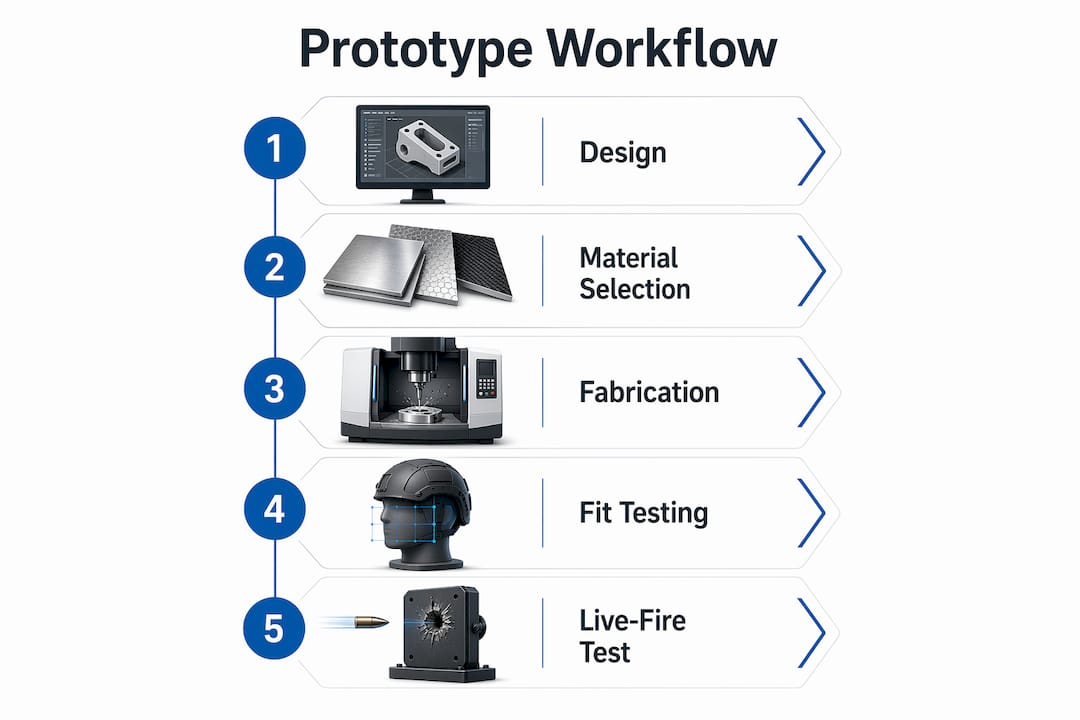
Prototyping firearm parts is the process of producing test-ready components before committing to full production, combining legal compliance, material science, and repeatable manufacturing processes into a single disciplined workflow. Whether you are building a custom fire-control chassis or testing a new receiver geometry, the decisions you make at the prototype stage determine whether your design survives both a legal review and a live-fire test. This guide to prototype firearm parts covers ATF compliance, material selection, CNC and additive manufacturing processes, and structured iteration workflows so you can move from CAD file to functional component with confidence.
What legal requirements must you consider when prototyping firearm parts?
Privately made firearms (PMFs) are defined by the ATF as firearms completed by non-licensed manufacturers, and they may lack serial numbers at the time of production. The ATF categorizes PMFs into 10 types including pistols, rifles, and shotguns. Not every prototype requires a serial number, but the distinction between personal use and licensed commercial manufacture is the line that determines your marking obligations.
Legal compliance constraints limit your prototype design space as much as engineering constraints do. You must verify detectability under the Gun Control Act, establish a marking plan, and maintain records before you cut a single part. Treating legal requirements as an afterthought is the most common and most expensive mistake in firearm prototype assembly.
Key legal points every engineer and hobbyist must address before prototyping:
- Personal vs. commercial use: The ATF permits 3D printing and any other manufacturing process for personal use, provided the firearm remains detectable and you are not engaged in commercial manufacture.
- Serial number obligations: Licensed manufacturers must mark frames and receivers with a serial number, maker’s name, city, state, and caliber. Hobbyists making firearms for personal use are not required to add a serial number under current federal rules.
- Regulated components: Silencers, short-barreled rifles, and destructive devices fall under the National Firearms Act and carry additional marking, registration, and tax requirements regardless of whether the part is a prototype.
- Marking adoption: A 2026 Federal Register proposal allows makers who alter existing NFA firearms to adopt original serial numbers rather than remark the firearm entirely, reducing compliance burden while maintaining traceability.
Critical note: State laws frequently impose stricter requirements than federal rules. California, New York, and New Jersey all require serial numbers on personally made firearms. Always verify your state’s statutes before beginning any prototype run.
What materials and manufacturing processes are best for firearm prototypes?
Material selection for custom firearm components is not a preference decision. It is an engineering decision driven by operating temperature, dimensional repeatability, and the specific load path through the part.

Polymer options for early-stage prototyping
HP Multi Jet Fusion (MJF) Nylon 12 is the leading polymer choice for firearm chassis prototyping. MJF Nylon 12 achieves tolerances of ±0.010″ and a heat deflection temperature of 95 °C, which means pin and pocket interfaces remain dimensionally stable under sustained firing conditions. FDM (Fused Deposition Modeling) is faster and cheaper but introduces layer anisotropy that weakens parts along the build axis. SLA (Stereolithography) produces fine surface detail but uses resins that are brittle under impact loading. For functional fire-control unit (FCU) chassis work, MJF is the clear first choice.
Pro Tip: When designing polymer fire-control components, always orient MJF builds so that the primary load path runs perpendicular to the layer direction. This exploits the near-isotropic properties of MJF and avoids the delamination risk common in FDM parts.
Metal fabrication tolerances for function-critical parts
When your prototype moves into metal, the tolerance requirements tighten significantly. Tight tolerance metal fabrication for firearm parts maintains internal features at ±0.001″ and external features within ±0.003″. Sheet metal components can be fabricated at thicknesses as low as 0.003″. These numbers matter because a barrel extension or bolt carrier that is 0.005″ out of spec will cause feeding failures that look like design problems but are actually manufacturing problems.
| Process | Typical tolerance | Best use case | Lead time |
|---|---|---|---|
| HP MJF Nylon 12 | ±0.010″ | FCU chassis, grip frames, non-structural housings | 4 to 6 days |
| CNC milling/turning | ±0.001″ | Receivers, bolt carriers, barrels | 5 to 15 days |
| Sheet metal fabrication | ±0.003″ | Guards, covers, thin structural panels | 3 to 10 days |
| FDM 3D printing | ±0.020″ | Visual mockups, fit checks | 1 to 3 days |
Inspection during prototype runs is non-negotiable. Coordinate measuring machine (CMM) verification and first-article inspection reports give you documented proof that the part you tested matches the CAD geometry you submitted.
How do you structure an effective firearm prototype design workflow?
A controlled iteration loop is the difference between a prototype program that converges on a reliable design and one that cycles endlessly through failures. The proven workflow runs: submit CAD, receive manufacturability review, produce parts, test, gather feedback, and re-iterate. Each loop should tighten tolerances and reduce the number of open design questions.
Follow this sequence for every prototype firearm part you develop:
- Submit CAD in STEP, X_T, or STL format. These formats preserve geometry accurately and allow your manufacturing partner to run design for manufacturability (DFM) analysis without translation errors. Native formats like SolidWorks SLDPRT files introduce version compatibility risks.
- Complete a DFM review before printing or machining. DFM review catches undercuts, unsupported walls, and feature sizes that cannot be held to tolerance. For firearm parts, pay particular attention to pin hole diameters, lug geometries, and any surface that mates with a regulated component.
- Produce a first-article prototype and document every dimension. Use a printed inspection report against your drawing. Do not rely on visual inspection for functional firearm parts.
- Conduct structured testing using the SPARTA framework. The SPARTA testing framework defines repeatable durability and dimensional accuracy tests for 3D-printed firearm components, separating fit and assembly tests, material property qualification, and live-fire application testing. This separation prevents you from misreading a material failure as a design failure.
- Document every change between iterations. Version control on CAD files and a change log tied to test results gives you a defensible engineering record and speeds up the path to production release.
Pro Tip: Never skip the fit and assembly test phase before live-fire testing. A part that fails dimensionally under load will produce ambiguous data. Confirm geometry first, then confirm function.
What are common challenges when creating prototype firearm parts?
The most frequent failure mode in firearm prototyping is dimensional tolerance drift between the CAD model and the manufactured part. This shows up as fitment problems at assembly: pins that bind, slides that drag, or receivers that will not accept a standard lower. The fix is not redesigning the part. It is tightening your manufacturing process and verifying with a CMM before assembly.
Polymer-specific problems deserve separate attention. Anisotropy in FDM parts causes unexpected failures along layer boundaries under cyclic loading. Thermal softening in lower-grade polymers causes dimensional creep at temperatures that sustained firing generates. MJF Nylon 12’s heat deflection at 95 °C addresses the thermal problem, but you still need to verify that your specific geometry does not concentrate stress at a layer boundary.
Common challenges and their direct solutions:
- Tolerance failures: Specify tolerances explicitly on every drawing feature. Do not rely on default tolerances from your CAD software.
- Marking and classification errors: Misclassifying a part as a non-regulated component when it functions as a frame or receiver is a federal violation. Verify classification with ATF guidance before prototyping any part that controls firing.
- Anisotropy in polymer parts: Switch from FDM to MJF for any part that carries load or interfaces with metal components.
- Speed vs. quality trade-offs: Rushing iteration cycles without documented test results produces a pile of parts with no engineering insight. One well-documented iteration beats three undocumented ones.
Lesson learned: The engineers who produce reliable firearm prototypes fastest are not the ones who print the most parts. They are the ones who extract the most information from each iteration through structured testing and disciplined documentation.
Which manufacturing services support scaling from prototype to production?
Scaling from a single prototype to a small production batch requires a manufacturing partner with both additive and subtractive capabilities, quality certifications, and the process discipline to hold tolerances across a run. AI-powered quoting platforms from companies like MISUMI Americas now deliver prototype parts in as little as one day by integrating CNC, sheet metal, and additive manufacturing under a single digital workflow. This shifts your cost from tooling risk to iterative design, which is exactly where you want it during development.
| Capability | Certification relevance | Prototype to production benefit |
|---|---|---|
| CNC milling and turning | ISO 9001, AS9100D | Holds ±0.001″ across production runs |
| Wire EDM | ISO 9001 | Complex internal features without distortion |
| HP MJF additive | ISO 9001 | Low-volume polymer runs without tooling cost |
| Sheet metal fabrication | ISO 9001 | Guards and covers at low per-part cost |
For firearm parts specifically, selecting a machining partner with AS9100D certification gives you documented process controls that transfer directly to defense and commercial firearm production requirements. The precision machining workflow you establish during prototyping should map directly to the production workflow, so the transition from pilot run to full volume does not require re-qualifying your manufacturing process from scratch.
Key takeaways
Successful firearm part prototyping requires legal compliance verification, process-matched material selection, and a documented iteration loop before any part reaches live-fire testing.
| Point | Details |
|---|---|
| Legal compliance first | Verify ATF classification, detectability, and marking requirements before designing any prototype. |
| Match material to function | Use MJF Nylon 12 for polymer chassis work and CNC machining for metal components requiring ±0.001″ tolerances. |
| Structured iteration wins | Follow a CAD to DFM to first-article to SPARTA test loop and document every change between versions. |
| Tolerance is a manufacturing problem | Fitment failures at assembly are almost always process failures, not design failures. Verify with CMM data. |
| Scale with certified partners | ISO 9001 and AS9100D certified manufacturers hold tolerances across prototype and production runs without re-qualification. |
Why legal compliance is the real design constraint nobody talks about
Most engineers treat legal compliance as a checkbox at the end of a prototype program. That is backwards. After working in precision manufacturing for firearm components, the pattern is clear: the programs that stall are almost always the ones where the design team got deep into iteration before anyone confirmed whether the part being prototyped qualified as a frame, receiver, or NFA item.
The ATF’s classification logic is based on function and licensed manufacture status, not on the technology used to make the part. A 3D-printed lower receiver is legally identical to a forged one. That means your material and process choices do not give you any regulatory flexibility. What gives you flexibility is understanding the classification rules before your first CAD submission.
The SPARTA framework represents a genuine shift in how the community approaches durability evidence. Anecdotal reports of “ran 500 rounds without failure” are not engineering data. Structured, repeatable, documented tests are. The programs that produce credible prototypes are the ones that treat testing as a discipline, not a formality.
The emerging role of AI-powered quoting and digital manufacturing networks is real and worth paying attention to. The ability to get a CNC-machined firearm component quoted and delivered in days rather than weeks changes the economics of iteration. You can afford to run more cycles, which means you can afford to learn more before committing to production tooling.
— Andrew
Precision machining for firearm prototype parts at Machiningtechllc
Machiningtechllc has delivered precision-machined firearm components since 1985 from its 70,000 square foot facility in Webster, Massachusetts. The company operates Hydromat systems, CNC milling and turning centers, and wire EDM equipment capable of holding the tight tolerances that firearm prototype assembly demands.

Whether you need a single prototype receiver or a small-batch run of custom firearm components, Machiningtechllc provides rapid turnaround with ISO-certified quality controls built into every step. Explore the precision machining workflow Machiningtechllc uses for firearm parts, or review the contract machining advantages that help OEMs and independent engineers move from prototype to production without sacrificing dimensional accuracy.
FAQ
What is a privately made firearm under ATF rules?
A privately made firearm (PMF) is a firearm completed by a non-licensed manufacturer, which may lack a serial number at production time. The ATF classifies PMFs into 10 types and applies different marking requirements based on whether the maker is engaged in commercial manufacture.
What tolerances do firearm prototype parts require?
Metal firearm parts require internal features held to ±0.001″ and external features within ±0.003″ for reliable function. Polymer prototypes using HP MJF Nylon 12 achieve ±0.010″, which is sufficient for chassis and grip frame applications.
Do I need a serial number on a prototype firearm part?
Federal rules do not require a serial number if you are making a firearm for personal use and are not a licensed manufacturer. Licensed manufacturers and anyone producing NFA-regulated items must mark parts with a serial number, maker’s name, city, state, and caliber.
What is the SPARTA framework for firearm testing?
SPARTA is a standardized testing framework for 3D-printed firearm components that separates fit and assembly tests, material property qualification, and live-fire application testing into distinct phases. It produces documented, repeatable results that replace anecdotal durability claims with structured engineering data.
How fast can you get a prototype firearm part made?
MJF Nylon 12 prototypes typically deliver in 4 to 6 days. AI-powered quoting platforms integrated with near-shore CNC and sheet metal fabrication can deliver metal prototype parts in as little as one day for standard geometries.