

TL;DR:
- Swiss turning is a precision CNC method that supports long, slender parts, delivering tight tolerances and high repeatability. It uses a guide bushing to eliminate deflection, enabling consistent manufacturing of complex components in aerospace, medical, and firearm industries. The process is ideal when part geometry causes instability under conventional turning, but it requires careful design and process judgment to maximize its benefits.
Swiss turning is defined as a CNC machining method that uses a sliding headstock and guide bushing to support bar stock at the exact point of cutting, eliminating the deflection that plagues conventional lathes. The formal industry term is Swiss-type turning or Swiss-type lathe machining, and it traces its origins to the Swiss watchmaking industry’s demand for tiny, precise components. This process holds tolerances as tight as ±0.0001 to ±0.0002 inches, making it the go-to method for aerospace fasteners, medical implant components, firearm parts, and electronics connectors. If you work with slender, complex parts that conventional CNC turning cannot hold in spec, Swiss turning is the answer.
What is Swiss turning and how does it differ from conventional CNC?
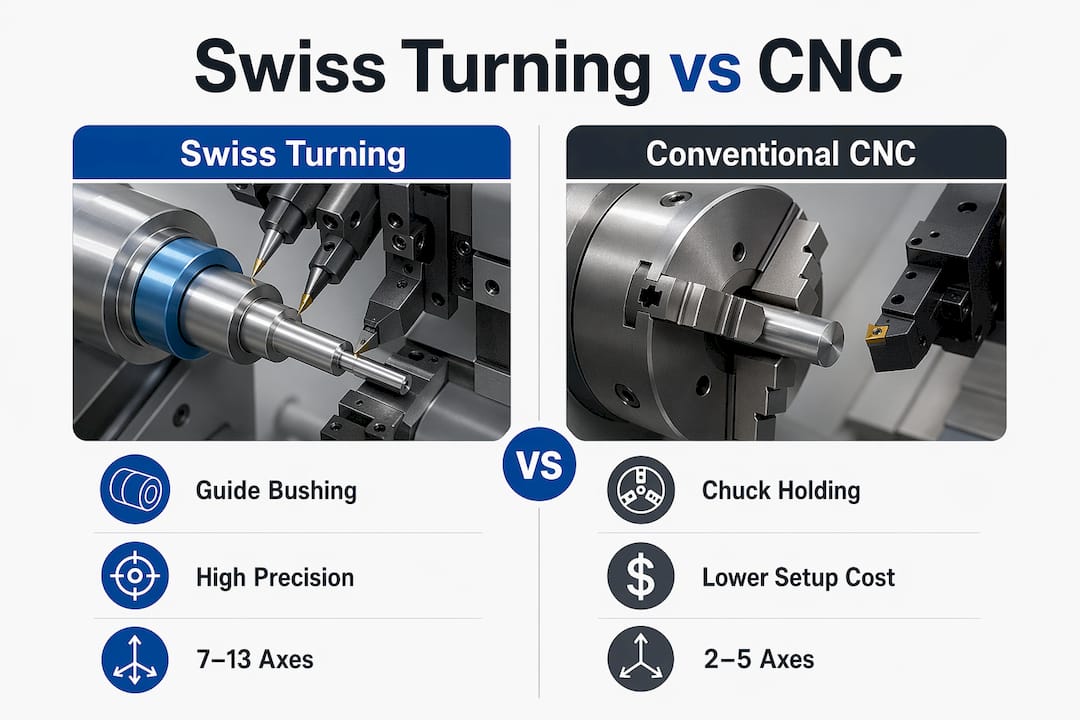
Swiss turning and conventional CNC turning solve the same problem from opposite directions. Conventional turning holds the workpiece in a chuck or collet and moves the cutting tool toward it. That setup works well for short, rigid parts. For long, slender parts, the unsupported length creates a cantilever effect that causes vibration and deflection, pulling the part out of tolerance.

Swiss-type turning reverses the logic entirely. The workpiece moves axially through a guide bushing while the cutting tools stay fixed near the bushing exit. The guide bushing supports the bar stock within millimeters of the cutting zone at all times. Deflection drops to near zero because the support travels with the cut.
The mechanical result is dramatic. Swiss machines support length-to-diameter ratios above 7:1 with consistent accuracy, a feat that is not achievable on conventional lathes. Conventional lathes typically hold around ±0.001 inch tolerances on slender parts, while Swiss-type machines maintain ±0.0002 inch under the same conditions.
The axis count also separates the two technologies. Swiss turning machines run 7–13 axes simultaneously, compared to 2–5 on conventional lathes. That multi-axis capability means multiple features can be cut in a single setup, reducing handling and cumulative error.
| Feature | Swiss turning | Conventional CNC turning |
|---|---|---|
| Workpiece support | Guide bushing near cut | Chuck or collet at end |
| Axis count | 7–13 axes | 2–5 axes |
| Typical tolerance | ±0.0001 to ±0.0002 in | ~±0.001 in |
| Max L:D ratio | Above 7:1 | Below 4:1 reliably |
| Best for | Long, slender, complex parts | Short, rigid parts |
Pro Tip: If your part diameter is under 1.25 inches and its length is more than four times its diameter, run the deflection math before committing to conventional turning. Swiss-type support almost always wins on dimensional stability.
What are the main benefits and precision advantages of Swiss turning?
The core benefit of Swiss turning is dimensional control that holds across an entire production run, not just the first few parts. Guide bushing support reduces vibration and feature drift across thousands of cycles, which is the difference between a process that ships and one that generates scrap.
The precision advantages are concrete:
- Tight tolerances: Swiss-type machines routinely achieve ±0.0001 to ±0.0002 inch tolerances on turned diameters, critical for aerospace precision components and medical device shafts.
- Reduced secondary operations: The guide bushing support and multi-axis capability allow drilling, milling, threading, and grooving in one setup, cutting the number of fixtures and transfers required.
- High L:D ratio capability: Parts with length-to-diameter ratios above 7:1 are standard work for Swiss-type machines. The same parts would require steady rests and multiple setups on a conventional lathe.
- Surface finish quality: Reduced vibration produces better surface finishes without additional polishing steps, which matters for medical implant components and fluid control valves.
- Repeatability at volume: The process is widely used in aerospace, medical device, electronics, and firearms manufacturing precisely because it delivers the same result on part 1 and part 10,000.
The industries that rely on Swiss turning share one requirement: parts that must be right every time, not just most of the time. A bone screw that is 0.001 inch out of round fails regulatory review. A firearm component outside tolerance fails function testing. Swiss turning addresses both failure modes at the source.
When should engineers choose Swiss turning over conventional methods?
Swiss turning is a process screening tool, not a default choice for anything small. The right question is not “Is this part small?” but rather “Does this part become unstable or springy under conventional support?” That distinction drives the decision.
Use this four-point screen before specifying Swiss-type machining:
- Check the L:D ratio. If the part’s length exceeds four times its diameter, conventional turning will likely produce deflection. Swiss turning is the correct call.
- Assess feature complexity. Parts with multiple turned diameters, cross-holes, threads, and grooves in a single setup benefit from Swiss-type multi-axis capability. Simpler parts do not justify the setup cost.
- Evaluate tolerance requirements. If the drawing calls for tolerances tighter than ±0.001 inch on a slender feature, Swiss turning is the reliable path. Conventional turning at that tolerance on a long part requires exceptional skill and still carries risk.
- Consider production volume. Swiss turning setup costs are higher than conventional CNC turning. The investment pays off on complex or long-run production where precision and repeatability offset that setup cost. For a 10-piece prototype of a simple part, conventional turning is the better economic choice.
Using Swiss turning unnecessarily adds setup burden and cost without improving the result if the part is already stable in a conventional chuck. Process judgment here is not optional. It is the difference between a profitable job and an overengineered one.
Pro Tip: Ask your contract manufacturer to run a stability check on your part geometry before process selection. A good shop will tell you when conventional turning is the better fit, not just quote Swiss because the part is small.
What design considerations improve success with Swiss turning?
Design decisions made before the first chip is cut determine whether a Swiss-type job runs efficiently or fights the machine at every step. The most productive Swiss turning jobs share a set of design characteristics that engineers can build in from the start.
The most impactful design choices are:
- Engage the manufacturer early. Sub-spindle and backworking capabilities reduce cycle time by enabling simultaneous machining on both ends of the part. That only works if features are accessible for those operations. Early collaboration with your machining partner locks in those benefits before the design is frozen.
- Design for feature accessibility. Cross-holes, flats, and slots need clear tool approach angles. Features that require the machine to reposition or add a setup eat the cycle time advantage that Swiss turning provides.
- Specify tolerances intentionally. Tighter is not always better. Tolerances tighter than the process requires add inspection time and rejection risk. Use the tolerance specification guidance appropriate to the function of each feature, not the tightest number the machine can theoretically hold.
- Select machinable materials. Free-machining grades of stainless steel, brass, and aluminum run faster and produce better finishes in Swiss-type machines. Exotic alloys like Inconel and titanium are machinable but require slower feeds and more frequent tool changes, which affects cost.
- Avoid unnecessary interruptions in the bar stock profile. Large diameter changes or deep undercuts close to the guide bushing can create clearance problems. Keep transitions gradual where the design allows.
The sub-spindle capability deserves particular attention. A well-designed part that uses both the main spindle and sub-spindle for simultaneous operations can cut cycle time significantly compared to a two-setup conventional approach. That time saving compounds across high-volume runs and is one of the strongest economic arguments for complex parts machining on Swiss-type equipment.
Key Takeaways
Swiss turning is the correct process choice when part geometry creates instability under conventional support, and its guide bushing design delivers tolerances and repeatability that conventional CNC turning cannot match on slender components.
| Point | Details |
|---|---|
| Core mechanism | A sliding headstock and guide bushing support bar stock at the cutting point, eliminating deflection. |
| Tolerance capability | Swiss-type machines hold ±0.0001 to ±0.0002 inch tolerances, far tighter than conventional lathes. |
| L:D ratio advantage | Parts with length-to-diameter ratios above 7:1 are reliably machined on Swiss-type equipment. |
| Process selection rule | Choose Swiss turning when the part becomes unstable conventionally, not simply because it is small. |
| Design for success | Early manufacturer collaboration and sub-spindle accessibility maximize cycle time and quality benefits. |
Swiss turning in practice: what the machine doesn’t tell you
Working with Swiss-type machining for years across aerospace, medical, and firearms production reveals a consistent pattern. Engineers either over-specify it or under-use it, and both mistakes cost money.
The over-specification problem is common in organizations that have had one bad experience with deflection on a conventional lathe. The instinct is to route everything slender to a Swiss-type machine. That works technically but kills the economics on jobs where a conventional lathe with a steady rest would have been perfectly adequate. Swiss turning setup time is real, and it belongs on parts that genuinely need it.
The under-use problem shows up in shops that treat Swiss-type machines as exotic equipment reserved for medical parts. The reality is that any part that becomes springy under conventional support is a candidate, regardless of industry. Firearm components, hydraulic valve spools, and sensor housings all qualify when the geometry demands it.
The productivity gains from sub-spindle backworking are also consistently underestimated. Shops that invest in design collaboration before quoting routinely cut cycle times compared to shops that run the same part in two separate setups. That difference is not a machine capability gap. It is a design and process planning gap.
The future of Swiss machining technology points toward higher axis counts, faster bar feeders, and tighter integration with in-process gauging. The machines are getting better. The limiting factor remains process judgment, and that starts with understanding what the guide bushing actually does for your part.
— Andrew
Machiningtechllc’s precision machining capabilities
Machiningtechllc has delivered precision contract machining from its Webster, Massachusetts facility since 1985, producing over 20 million parts annually across aerospace, defense, firearms, and industrial manufacturing.

The team at Machiningtechllc applies Swiss turning and multi-axis CNC capabilities to complex, tight-tolerance components that conventional methods cannot hold in spec. From precision parts manufacturing at high volume to prototype development, the facility’s 70,000 square foot floor runs Hydromat systems, CNC milling, turning, and wire EDM under one roof. Engineers working on slender, complex components can review the full CNC milling and turning services or contact the team directly to discuss process selection and design-for-manufacturability before committing to a production approach.
FAQ
What is Swiss turning used for?
Swiss turning is used to machine small, slender, high-precision components in aerospace, medical devices, electronics, and firearms manufacturing. The process excels on parts with length-to-diameter ratios above 7:1 that would deflect on a conventional lathe.
How does Swiss turning work?
The bar stock feeds axially through a guide bushing while cutting tools operate near the bushing exit. The guide bushing supports the workpiece at the cutting point, eliminating deflection and enabling tolerances as tight as ±0.0001 inch.
Is Swiss turning the same as CNC turning?
Swiss turning is a specialized form of CNC turning. The key difference is the guide bushing and sliding headstock, which support the workpiece near the cut rather than holding it only at the chuck end.
When is Swiss turning not the right choice?
Swiss turning is not the right choice when the part is short, rigid, and stable in a conventional chuck. The higher setup cost only pays off when the part geometry genuinely requires close-cut support to hold tolerance.
What tolerances can Swiss turning achieve?
Swiss-type machines consistently hold ±0.0001 to ±0.0002 inch tolerances on turned diameters, compared to approximately ±0.001 inch for conventional CNC lathes on equivalent slender parts.