

TL;DR:
- Electrical Discharge Machining is a non-contact, spark-based process that erodes conductive materials with precise electrical discharges. It includes three main types—Wire, Sinker, and Hole Drilling EDM—that vary based on geometry and depth requirements, using dielectric fluids for spark control and debris removal. Proper management of flushing, electrical parameters, and electrode wear is essential for achieving tight tolerances and consistently high-quality surfaces.
Electrical Discharge Machining (EDM) is a non-contact, spark-based material removal process that erodes conductive workpieces through precisely controlled electrical discharges. Explaining EDM technology requires understanding three distinct process types: Wire EDM, Sinker EDM, and Hole Drilling EDM. Each type uses a dielectric fluid to control spark generation, cool the work zone, and flush debris. EDM excels where conventional cutting fails, specifically on hardened steel, titanium alloys, tungsten carbide, and other materials that defeat standard tooling. Brass and tungsten wires, graphite electrodes, and deionized water or dielectric oil are the core consumables that define process performance.
How does EDM technology work?
EDM systems include four basic components: the tool electrode, the workpiece, a pulsed power supply, and a dielectric supply and flushing system. These four elements work together to generate, control, and sustain the electrical discharges that remove material.

The process begins when a voltage potential builds between the electrode and the workpiece across a small gap filled with dielectric fluid. When the voltage reaches the breakdown threshold, a plasma channel forms and a spark discharges. That spark reaches temperatures between 8,000°C and 12,000°C locally, vaporizing a microscopic amount of workpiece material. The dielectric fluid then collapses the plasma channel, quenches the melt, and flushes the debris as solidified particles.
CNC controls govern the electrode or wire path with micron-level resolution. Wire EDM uses a continuously fed wire, guided by CNC, to cut complex shapes without applying mechanical force to the workpiece. Wire tension and feed rate directly affect dimensional accuracy, so both parameters require careful calibration before a production run.
The thermal footprint of each discharge is small but cumulative. EDM produces small heat-affected zones compared to many thermal processes, which preserves surface detail and allows tight tolerances in hardened materials. The recast layer left on the surface is typically only a few microns thick and can be removed by a finishing pass if the application demands it.
Pro Tip: Set your spark gap to the tightest value your flushing system can sustain. A gap that is too wide reduces precision; a gap that is too narrow starves the flush and causes arcing.
Wire EDM vs. sinker EDM vs. hole drilling EDM
EDM processes are categorized into three main types: Wire EDM, Sinker EDM, and Hole Drilling EDM. Selecting the right type depends on geometry, required depth, and the shape of the feature you need to produce.
Comparison of EDM process types
| Feature | Wire EDM | Sinker EDM | Hole Drilling EDM |
|---|---|---|---|
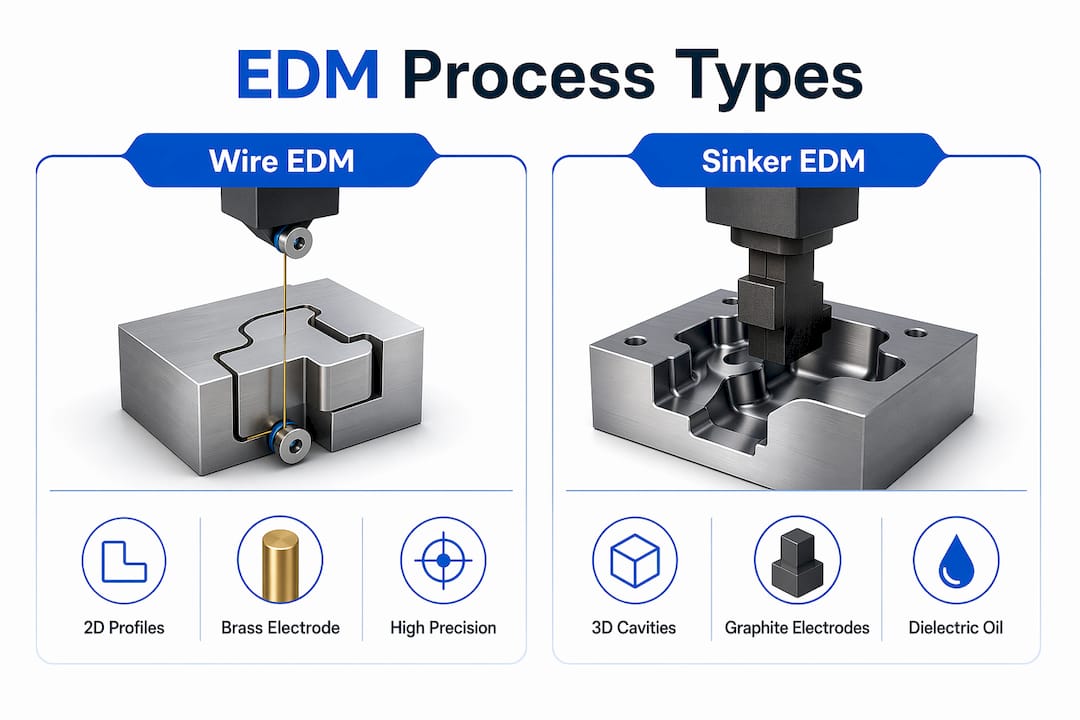
| Electrode type | Brass or tungsten wire, 0.1–0.3 mm | Shaped graphite or copper electrode | Hollow rotating tube |
| Dielectric fluid | Deionized water | Dielectric oil | Dielectric oil or water |
| Typical applications | 2D profiles, punch and die sets, gears | Mold cavities, blind pockets, dies | Start holes, deep small-diameter bores |
| Geometry strength | Complex 2D contours and tapers | 3D cavities matching electrode shape | High depth-to-diameter ratio holes |
| Precision level | Micron-level | High, limited by electrode wear | Moderate, depends on tube concentricity |
Wire EDM is the process of choice for complex part manufacturing where a 2D profile must be cut through a full workpiece thickness. Punch and die sets, turbine blade profiles, and gear blanks are common targets.
Sinker EDM uses custom-shaped electrodes made from graphite or copper, submerged in dielectric oil, to erode a cavity into the workpiece. The workpiece takes on the inverse shape of the electrode without any physical contact. Mold and die makers rely on Sinker EDM to produce blind pockets and complex 3D cavities that no milling cutter can reach.
Hole Drilling EDM uses a hollow rotating tube electrode to produce deep, small-diameter holes. It is the preferred method when the depth-to-diameter ratio exceeds what gun drilling can handle reliably. Aerospace fuel system components and turbine cooling holes are typical applications.
Key selection criteria for engineers:
- Choose Wire EDM when the feature is a through-cut 2D profile with tight tolerances.
- Choose Sinker EDM when the feature is a blind cavity or requires a 3D contoured surface.
- Choose Hole Drilling EDM when you need a deep, small-diameter hole as a start hole or a finished bore.
What engineering factors drive EDM performance?
Process success in EDM depends on five variables that interact with each other. Mismanaging any one of them degrades surface finish, dimensional accuracy, or electrode life.
Flushing and dielectric fluid management
Flushing dielectric fluid is critical to cool the machining area and remove debris. Poor flushing contaminates the spark gap, causes uncontrolled arcing, damages the electrode, and produces defects on the part surface. Flushing is the most critical and often-underappreciated parameter in EDM setup. Engineers frequently optimize voltage and current while neglecting flush pressure and nozzle placement, which is the wrong priority order.
Material conductivity and thermal properties
EDM efficiency depends on material conductivity and thermal conductivity. Copper and aluminum machine quickly but can cause spark instability because their high thermal conductivity dissipates heat before the plasma channel fully develops. Hardened steels and carbides are more stable to machine because their lower conductivity concentrates heat at the spark site. Thermal conductivity of the workpiece affects erosion efficiency, and materials with high thermal dissipation require specialized parameter tuning for consistent spark generation.
Electrical parameters
Voltage, current, and pulse duration control spark energy. Higher current increases material removal rate but degrades surface finish and increases the recast layer. Shorter pulse duration produces a finer finish at the cost of throughput. The relationship is a direct trade-off, and production engineers must define the acceptable finish grade before setting parameters.
Electrode wear
Electrode wear affects dimensional accuracy. Graphite electrodes wear more slowly than copper in most Sinker EDM applications, which is why graphite dominates mold making. In Wire EDM, the wire is continuously fed from a spool, so wear is not a dimensional concern. Electrode material choice and process parameters must be optimized together to control wear rates and maintain part geometry.
Pro Tip: For Sinker EDM on deep cavities, use multiple electrodes: a roughing electrode to remove bulk material and a finishing electrode to achieve the final geometry. This approach extends electrode life and improves dimensional control.
Additional factors engineers should monitor:
- Spark gap width relative to flush flow rate
- Dielectric fluid temperature and contamination level
- Wire tension in Wire EDM setups
- Electrode alignment and fixturing rigidity
What are the real-world applications of EDM?
EDM can machine extremely hard, conductive materials including hardened steel, titanium alloys, and carbides that defeat conventional tooling. Non-contact erosion removes material without physical stress, which means fragile features and thin walls survive the process intact. This capability opens applications that are simply not possible with milling or turning.
Aerospace manufacturing uses Wire EDM extensively for turbine blade profiles and structural brackets where aerospace machining best practices demand tolerances tighter than ±0.005 mm. Mold and die shops rely on Sinker EDM to produce hardened tool steel cavities with surface finishes in the Ra 0.4–0.8 µm range. Firearm manufacturers use Wire EDM for trigger group components and barrel profiles where geometry and hardness requirements eliminate other options.
The core benefits of EDM in production environments:
- No mechanical force on the workpiece. Thin walls, delicate features, and pre-hardened parts machine without distortion.
- Material hardness is not a constraint. Any electrically conductive material is machinable regardless of hardness rating.
- Complex geometries are achievable. Internal corners, tapered walls, and intricate profiles are all within process capability.
- Tight tolerances are repeatable. CNC-controlled Wire EDM holds tolerances at the micron level across production runs.
EDM is slower than CNC milling for bulk material removal. The process is best positioned as a finishing or specialty operation rather than a primary roughing method. For high-volume production, wire EDM advantages are most realized when the part geometry justifies the cycle time. Surface finish quality from EDM often eliminates secondary grinding operations, which recovers some of the cycle time difference.
Selecting an EDM service provider requires evaluating machine capability, dielectric system maintenance practices, and the provider’s experience with your specific material. A shop running well-maintained CNC Wire EDM equipment with documented process controls will consistently outperform one relying on operator judgment alone.
Key takeaways
EDM technology is the definitive process for machining hard, conductive materials to tight tolerances without applying mechanical force to the workpiece.
| Point | Details |
|---|---|
| Three process types | Wire, Sinker, and Hole Drilling EDM each serve distinct geometries and depth requirements. |
| Flushing is the top variable | Poor dielectric flushing causes arcing, electrode damage, and surface defects before other parameters become relevant. |
| Material conductivity matters | High thermal conductivity materials like copper require parameter adjustments to maintain spark stability. |
| Electrode wear drives accuracy | Graphite electrodes in Sinker EDM and continuous wire feed in Wire EDM are the primary strategies for managing dimensional drift. |
| EDM complements CNC machining | EDM handles hardened materials and complex profiles that milling and turning cannot reach, making it a finishing and specialty process. |
Where engineers get EDM wrong
After years of working with precision machining processes, the pattern I see most often is engineers treating EDM as a last resort rather than a planned process step. They design a part for milling, hit a wall on hardness or geometry, and then hand it off to EDM without adjusting tolerances, surface finish callouts, or fixturing plans. That approach wastes time and produces inconsistent results.
The second mistake is underestimating flushing. Every engineer I have worked with who struggled with EDM surface quality traced the problem back to inadequate flush pressure or a poorly positioned nozzle. Voltage and current get all the attention in parameter discussions, but flushing determines whether the spark gap stays clean enough to produce consistent discharges. Fix the flush first, then tune the electrical parameters.
The third issue is electrode material selection in Sinker EDM. Copper is easier to machine into a complex shape, but graphite holds up better in production and produces a more stable spark in most steel applications. Engineers who default to copper because it is familiar often pay for it in electrode replacement frequency and dimensional drift on long runs.
EDM’s role in modern manufacturing is expanding, not shrinking. As more components are designed in hardened materials with geometries that push CNC milling to its limits, Wire EDM and Sinker EDM become primary process options rather than specialty fallbacks. Understanding the process deeply, including flushing, electrode wear, and material conductivity, is what separates engineers who get consistent results from those who treat EDM as unpredictable.
— Andrew
Precision EDM services from Machiningtechllc
Machiningtechllc has delivered precision Wire EDM and contract machining services from its 70,000 square foot facility in Webster, Massachusetts since 1985. The team runs advanced CNC Wire EDM equipment with documented process controls, serving aerospace, defense, and industrial manufacturing clients who require tight tolerances and repeatable surface finishes at volume.

If your production program includes hardened materials, complex profiles, or geometries that exceed conventional CNC capability, Machiningtechllc’s precision machining services are built for exactly that challenge. The facility produces over 20 million parts annually with on-time delivery assurance. Explore contract machining options to see how Machiningtechllc can support your next program from prototype through full-scale production.
FAQ
What is electrical discharge machining?
Electrical Discharge Machining (EDM) is a non-contact material removal process that uses controlled electrical sparks to erode conductive workpieces. It machines hardened metals, carbides, and titanium alloys that conventional cutting tools cannot handle.
How does wire EDM differ from sinker EDM?
Wire EDM uses a continuously fed wire to cut 2D profiles through a workpiece, while Sinker EDM uses a shaped electrode to erode 3D cavities. Wire EDM is guided by CNC using deionized water as the dielectric; Sinker EDM typically uses dielectric oil.
What materials can EDM machine?
EDM machines any electrically conductive material, including hardened steel, titanium alloys, tungsten carbide, copper, and aluminum. Material hardness does not limit the process since non-contact erosion removes material without mechanical force.
Why is flushing critical in EDM?
Flushing removes debris from the spark gap and cools the machining zone. Without adequate flushing, contaminated debris causes uncontrolled arcing, electrode damage, and poor surface finish on the workpiece.
What tolerances does wire EDM achieve?
Wire EDM holds tolerances at the micron level in production conditions. CNC-controlled wire path and tension management maintain dimensional accuracy across repeated cuts in hardened materials.