

TL;DR:
- Heat treatment improves metal properties and controls residual stresses, reducing tool wear and part costs. Managing heat treatment as an integrated process minimizes distortion, enhances machinability, and ensures final quality. Proper sequencing, in-house control, and specifying microstructural conditions are essential for high-precision manufacturing.
Heat treatment is defined as a controlled metallurgical process that alters a metal’s microstructure to improve its strength, hardness, machinability, and dimensional stability before or after cutting operations. The role of heat treatment in machining extends far beyond simply hardening a part. It directly controls residual stress states, tool wear rates, surface finish quality, and scrap rates across the entire production workflow. ASM International standards recognize heat treatment as a prerequisite for precision machining of alloy steels, titanium, and aluminum alloys. Machiningtechllc integrates heat treatment into its machining workflows to produce over 20 million parts annually with tight tolerances across aerospace, defense, and industrial applications.
What are the main heat treatment processes applied before and after machining?

Steel in the as-received condition carries variable hardness and residual stresses that make it non-ideal for machining. Pre-machining thermal conditioning normalizes this condition before any cutting begins. The cost of conditioning is small compared to the cost of tool failures, scrap, and dimensional rejects downstream.
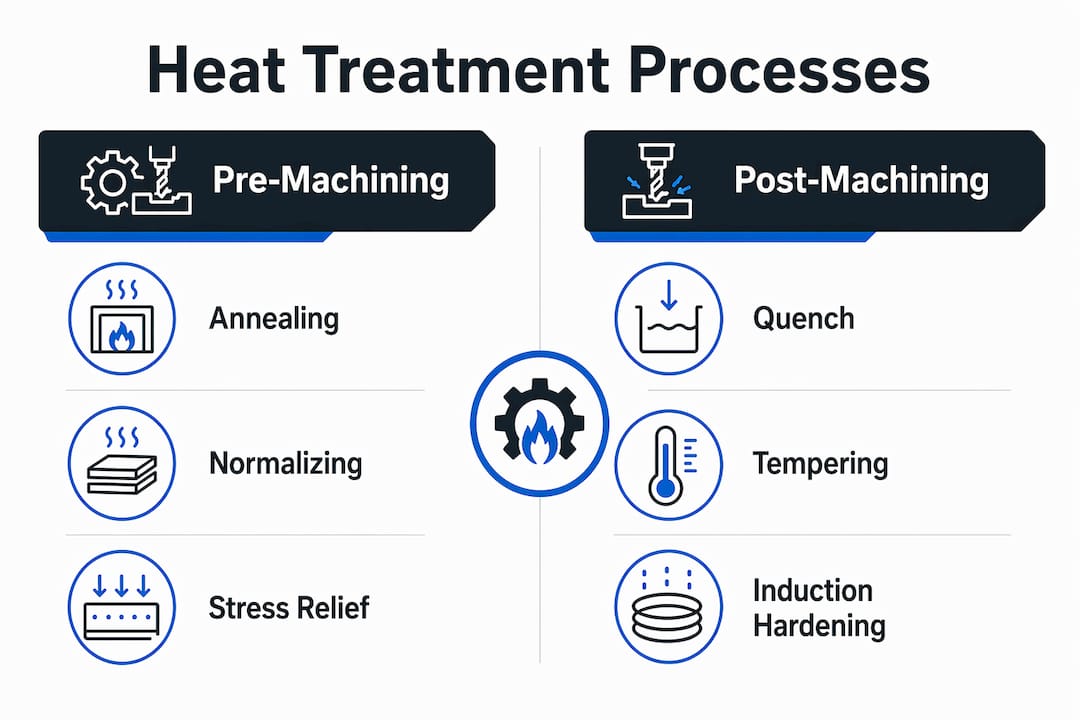
Four processes cover the majority of machining-related heat treatment needs:
- Annealing heats the material above its critical temperature and cools it slowly in a furnace. The result is a soft, uniform microstructure with low residual stress, which is ideal for rough machining and drilling operations on alloy steels.
- Normalizing uses air cooling instead of furnace cooling after heating. It produces a slightly harder and more uniform grain structure than annealing, which improves machinability on medium-carbon steels without the full softness of a full anneal.
- Stress relief heats the part to a sub-critical temperature, holds it, and cools it slowly. It does not change hardness significantly. Its purpose is to release machining-induced or welding-induced stresses before finish operations.
- Quench-and-temper heats the part to austenitizing temperature, quenches it rapidly in oil or water, then tempers at a lower temperature to reduce brittleness. This sequence produces the high hardness required for wear-resistant components.
The table below compares these four processes on the criteria most relevant to machining engineers.
| Process | Hardness effect | Primary machining role | Key limitation |
|---|---|---|---|
| Annealing | Reduces hardness | Pre-machining softening | Slow cycle time |
| Normalizing | Slight increase | Grain refinement before rough cut | Less soft than full anneal |
| Stress relief | Minimal change | Between rough and finish machining | Does not harden |
| Quench-and-temper | Large increase | Post-machining hardening | Requires distortion management |
Post-machining processes like quench-and-temper or induction hardening lock in final mechanical properties after the bulk of material removal is complete. Choosing the wrong sequence, such as hardening before finish machining, forces engineers to cut hardened steel with standard carbide tooling, which destroys inserts and inflates cost.
How does heat treatment improve machinability and reduce machining costs?
The quantified impact of heat treatment on machining economics is significant. A 2026 study on Ni-Cr-Mo steel alloy systems found that the normalizing-subcritical annealing (NSA) process improved tool life by 126%, reduced surface roughness by nearly 90%, and cut machining costs by 50% per part. That single process change, applied before cutting, delivered results that no tooling upgrade alone could match.
The same NSA study reported that energy consumption dropped by 34% and CO2 emissions fell by 31%, saving approximately $18,000 annually for a production run of 10,000 parts. Those numbers show that heat treatment optimization is also a sustainability decision, not just a quality decision.
The mechanisms behind these gains are straightforward:
- A softer, more uniform microstructure reduces cutting forces, which lowers spindle load and extends insert life.
- Reduced residual stress in the workpiece means the part holds its geometry during cutting, which improves surface finish without additional passes.
- Consistent hardness across the billet eliminates the hard spots that cause sudden tool fracture and unplanned downtime.
Pro Tip: When specifying pre-machining conditioning for alloy steels, request a hardness certificate with the material. Hardness variation greater than 5 HRC across a billet is a reliable predictor of inconsistent tool life and surface finish.
The machinability of materials is not fixed by chemistry alone. Heat treatment history is equally deterministic. Two billets with identical chemical composition but different thermal histories can behave like entirely different materials on the same CNC program.
What are the challenges of managing distortion and residual stresses in heat-treated machined parts?
Distortion is the primary risk in any heat treatment and machining workflow. Heat treatment distortion arises from three mechanisms: thermal gradients during heating and cooling, phase transformation volume changes, and the release of pre-existing residual stresses. Each mechanism acts independently, and their combined effect on a complex geometry can be difficult to predict without process data.
Stress relief between rough and finish machining is the most effective single intervention for distortion control. The correct parameters are 1050–1150°F for 1 hour per inch of section thickness, followed by furnace cooling. Skipping this step causes unpredictable warping in the finish-machined part, which often results in scrap.
The table below shows how distortion risk scales with part geometry and hardness target.
| Part geometry | Hardness target | Distortion risk | Recommended intervention |
|---|---|---|---|
| Thin-walled, asymmetric | Above 50 HRC | High | Stress relief + fixture during quench |
| Solid, symmetric | 35–50 HRC | Medium | Stress relief between rough and finish |
| Thick, symmetric | Below 35 HRC | Low | Standard anneal before rough machining |
Pro Tip: For parts with length-to-diameter ratios above 5:1, always specify stress relief after rough machining, regardless of the final hardness target. The risk of bow distortion in long, slender parts is high even at moderate hardness levels.
Outsourced heat treatment adds 3–11 days of transit time and removes the machinist’s ability to respond immediately to distortion. That delay compounds scrap risk. In-house integration of heat treatment and machining allows the team to measure distortion after each thermal cycle and adjust stock allowances or fixturing before the next operation.
How do different material conditions and fabrication methods influence heat treatment effects?
Material condition before heat treatment determines the outcome of that treatment. The assumption that the same heat treatment produces the same result across all starting conditions is wrong, and recent research confirms it.
A 2026 study on AlSi10Mg found that T6 heat treatment softened additive manufactured parts while hardening cast parts made from the same alloy. Untreated additive manufactured AlSi10Mg had higher microhardness than its cast equivalent. After T6, the additive manufactured material lost hardness while the cast material gained it. The same thermal cycle produced opposite outcomes depending on the starting microstructure.
This finding has direct implications for CNC machining material selection and process planning:
- Additive manufactured parts often carry high residual stress and fine, non-equilibrium microstructures from rapid solidification. Heat treatment relieves stress and homogenizes the microstructure, which can reduce hardness.
- Cast parts carry coarser, more equilibrium microstructures. The same heat treatment refines grain structure and increases hardness.
- Forged parts sit between these extremes, with work-hardened grain structures that respond to annealing by softening and to quench-and-temper by hardening predictably.
Quality control teams must record the fabrication method and pre-treatment condition for every lot. Using a heat treatment specification written for cast stock on an additive manufactured part will produce the wrong hardness, wrong machinability, and wrong final properties.
What is the industry-standard workflow for integrating heat treatment and machining?
The rough-hard-finish sequence is the industry standard workflow for steel parts requiring final hardness. It balances machinability, distortion control, and dimensional precision across the full production cycle.
The sequence runs as follows:
- Anneal or normalize the raw material to establish a consistent, machinable starting condition.
- Rough machine the part, leaving a stock allowance of 0.020–0.060 inch per side to account for distortion, scale, and decarburization after hardening.
- Stress relieve the rough-machined part to release cutting-induced stresses before further thermal processing.
- Semi-finish machine to bring the part close to final dimensions while still in a machinable condition.
- Harden using quench-and-temper, induction hardening, or case hardening, depending on the application.
- Finish machine using CBN or ceramic tooling to achieve final tolerances and surface finish on the hardened part.
Machining parts hardened above 35 HRC with standard carbide inserts destroys tooling. CBN and ceramic inserts are the correct choice for finish machining hardened steel, and the stock allowance left before hardening must be sufficient to clean up distortion without exceeding the insert’s depth-of-cut limits.
Pro Tip: Communicate the expected distortion direction to the machinist before hardening. If a shaft consistently bows upward after quenching, the semi-finish operation can leave asymmetric stock to compensate, reducing the finish machining allowance needed.
The post-processing steps in machining that follow hardening are where tolerances are won or lost. Teams that treat finish machining as a separate, disconnected operation from heat treatment consistently produce more scrap than teams that plan both steps together from the start.
Key Takeaways
Heat treatment is the single most impactful pre-process and post-process variable in precision machining, directly controlling tool life, distortion, surface finish, and part cost.
| Point | Details |
|---|---|
| NSA process cuts costs by 50% | Normalizing-subcritical annealing on Ni-Cr-Mo steel reduced machining cost per part by half and tool life improved by 126%. |
| Stock allowance is non-negotiable | Leave 0.020–0.060 inch per side before hardening to cover distortion, scale, and decarburization. |
| Stress relief prevents scrap | Heat at 1050–1150°F for 1 hour per inch of thickness between rough and finish machining to eliminate unpredictable warping. |
| Fabrication method changes outcomes | T6 treatment softens additive manufactured AlSi10Mg but hardens cast AlSi10Mg — specify heat treatment by process history, not just alloy. |
| In-house integration reduces risk | Outsourced heat treatment adds 3–11 days transit and removes the ability to correct distortion before finish machining. |
What I’ve learned from managing heat treatment and machining as one process
The biggest mistake I see in manufacturing workflows is treating heat treatment as someone else’s problem. The machinist hands the part off, the heat treater does their work, and the part comes back warped or scaled. Then everyone argues about whose fault it is. That model fails consistently.
The shops that get this right plan the thermal cycle and the machining sequence together, before the first chip falls. They know the expected distortion direction for their geometry, they leave the right stock, and they switch to CBN tooling for finish passes without hesitation. The aerospace machining workflows that Machiningtechllc runs are built on exactly this kind of integrated thinking.
The sustainability data from the NSA research also changed how I think about heat treatment selection. A 34% reduction in energy consumption is not a side benefit. For high-volume production, it is a cost center and a compliance advantage. Specifying the right pre-machining thermal condition is now a financial decision as much as a metallurgical one.
My practical advice: never finalize a machining process plan without a heat treatment engineer in the room. The stock allowances, the tooling transitions, and the stress relief timing all depend on what happens in the furnace. Get that input early, and the rest of the process gets dramatically easier.
— Andrew
Machiningtechllc’s integrated approach to heat treatment and precision machining
Machiningtechllc builds heat treatment directly into its contract machining workflows, which means distortion control, stock allowance planning, and tooling transitions are handled as one coordinated process, not as separate handoffs.

The facility supports induction hardening, quench-and-temper, and stress relief as part of its production capability, which eliminates the 3–11 day transit delays that come with outsourced heat treatment. For OEMs running high-volume precision parts in aerospace, defense, and industrial machinery, that integration directly reduces scrap rates and lead times. Machiningtechllc’s contract machining services are structured to deliver hardened, finish-machined components with tight tolerances and on-time delivery, from prototype through full-scale production.
FAQ
What is the role of heat treatment in machining?
Heat treatment controls a metal’s microstructure and residual stress state before and after cutting operations. This directly affects tool life, surface finish, dimensional stability, and final part hardness.
When should stress relief be applied in a machining workflow?
Stress relief should be applied after rough machining and before finish machining. The standard parameters are 1050–1150°F for 1 hour per inch of section thickness, followed by furnace cooling.
What stock allowance should be left before hardening?
Leave 0.020–0.060 inch per side before the hardening step. This allowance covers distortion, surface scale, and decarburization that occur during the thermal cycle.
Does heat treatment affect additive manufactured parts differently than cast parts?
T6 heat treatment softens additive manufactured AlSi10Mg while hardening cast AlSi10Mg. Always specify heat treatment based on fabrication method and pre-treatment microstructure, not alloy chemistry alone.
What tooling is required for machining hardened steel above 35 HRC?
Standard carbide inserts fail on steel above 35 HRC. CBN (cubic boron nitride) or ceramic inserts are required for finish machining hardened parts at production quality.
Recommended
- The Role of CAD/CAM in Machining: 2026 Guide | Machining Technologies
- Top Machining Equipment Features for Engineers in 2026 | Machining Technologies
- The Role of Standardization in Machining Operations | Machining Technologies
- Aerospace machining: precision processes and standards | Machining Technologies