

TL;DR:
- Hydromat technology is a rotary transfer machining system that produces high-volume, precision metal parts by performing simultaneous operations across multiple stations. It offers dramatically reduced cycle times and high throughput, especially suited for stable, large-scale manufacturing in industries like automotive, aerospace, and medical devices. However, it requires significant capital investment, meticulous process design, and long-term maintenance to realize its full benefits.
Hydromat technology is a rotary transfer machining system that performs simultaneous metal cutting operations across multiple stations in a single continuous cycle. Unlike single-spindle CNC machines that complete one operation at a time, Hydromat machines index a workpiece through a series of tool stations arranged around a precision cast iron ring, cutting at every station at once. The result is a dramatic reduction in cycle time and a throughput level that conventional machining centers cannot match. Production managers evaluating high-volume precision parts for automotive, aerospace, or medical applications will find this technology worth understanding in detail.
How does hydromat technology work in machining?
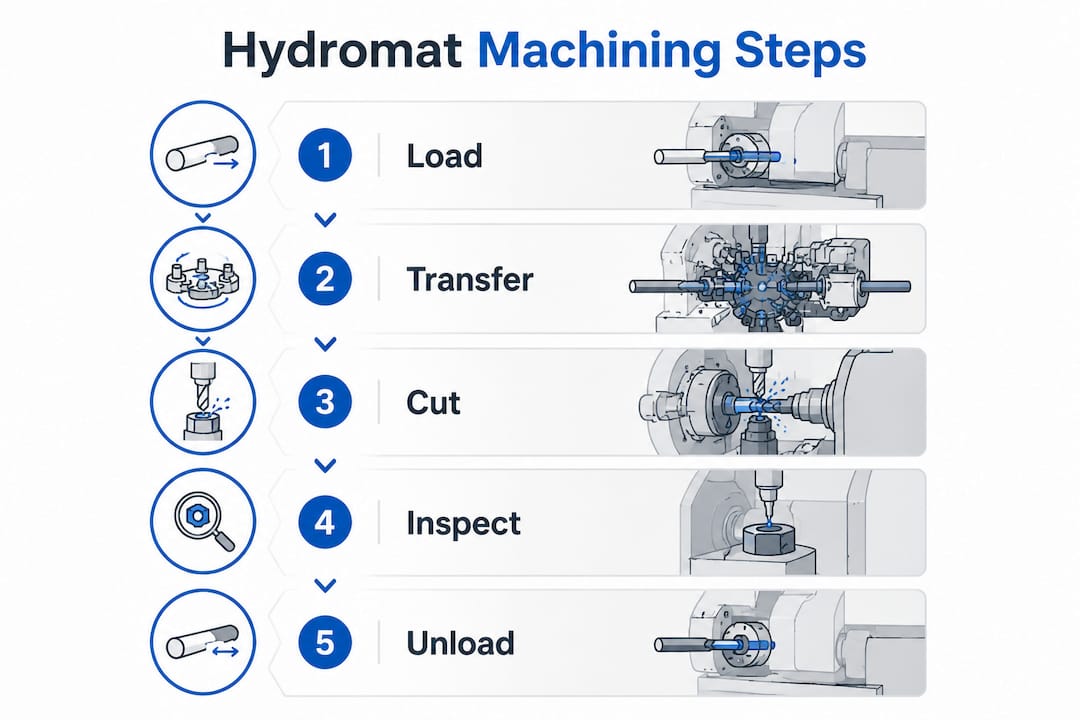
Hydromat rotary transfer machines use a modular ring structure to hold multiple tool spindles, both horizontal and vertical, around a central indexing table. Each station performs a specific operation: drilling, turning, milling, threading, or reaming. When the machine indexes, every workpiece moves to the next station simultaneously, and all stations cut at the same time. This parallel operation is the core mechanical advantage of the Hydromat system.
The modular system design integrates CNC and hydraulic drives at each station, giving engineers the flexibility to configure each module independently. Horizontal spindles handle operations on the part’s face or diameter, while vertical spindles address features on the top or bottom. This multi-sided access within a single setup eliminates the repositioning steps that slow down conventional machining.
Cycle time in a Hydromat machine is set by the slowest station, not the sum of all operations. That single fact changes how you think about process design. If one station takes 6 seconds and every other station takes 4 seconds, the machine cycles every 6 seconds regardless. Engineers who understand this constraint design their operation sequences to balance station loads before the machine ever runs a part.
Cycle time improvements from Hydromat parallel operations can reduce per-part time from 70–130 seconds on single-spindle machines down to 4–6.5 seconds. That represents a 10x to 20x throughput gain. For a production manager running 500,000 parts per year, that difference is the gap between one machine and ten.
- Modular ring structure: Tool stations mount around a cast iron ring for rigid, repeatable positioning.
- Simultaneous indexing: All workpieces advance one station per cycle, keeping every spindle cutting.
- CNC and hydraulic integration: Each station runs independently, allowing mixed operation types in one machine.
- Balanced station loading: The longest operation sets the cycle time, making process design as important as machine selection.
- Multi-sided machining: Horizontal and vertical spindles address multiple part features without repositioning.
Pro Tip: Before finalizing a Hydromat process plan, map every operation to a station and calculate each station’s cycle time. Identify the bottleneck station first. Redistributing that operation or splitting it across two stations will do more for throughput than any other single change.
What are the key benefits and limitations of hydromat?
The primary benefit of Hydromat technology is throughput at precision tolerances. Because every station cuts simultaneously, the machine produces one finished part per index cycle. That consistency also means dimensional variation is low. The same tooling, the same fixturing, and the same cutting parameters repeat millions of times without operator intervention.
Hydromat machines maintain operational cycles into the millions with proper maintenance, and average machine lifespans run 15–20 years. That longevity matters for capital planning. A machine that runs reliably for two decades at high volume delivers a cost-per-part that no short-run alternative can approach.
The limitations are equally real, and ignoring them leads to poor investment decisions.
- High capital cost. Hydromat machines are multi-million dollar investments. Projects with annual volumes below roughly 100,000 parts rarely justify the setup cost.
- Limited flexibility for short runs. Changeovers require retooling multiple stations. That time and cost make Hydromat a poor fit for job shop work or frequent part family changes.
- Complexity of setup. Configuring and qualifying a Hydromat process requires experienced process engineers. Errors in station sequencing or tooling design compound across every part produced.
- Volume dependency. High setup and capital costs make many projects infeasible when volume or part mix cannot justify the investment.
- Bottleneck sensitivity. Because the slowest station governs cycle time, a single poorly designed operation degrades the entire machine’s output.
Pro Tip: Match the operation mix to the machine’s strength before committing to a Hydromat solution. If your part requires more than 12–16 distinct operations, verify that the available station count covers the full sequence without forcing complex tool changes mid-cycle. Complex tool changes erode the efficiency advantage that makes rotary transfer machining worthwhile.
How does hydromat compare to other machining methods?
Rotary transfer machining and single-spindle CNC machining solve the same problem from opposite directions. CNC machining centers offer flexibility: you can change a program, swap a fixture, and run a different part within hours. Hydromat machines offer throughput: once qualified, they produce parts faster and more consistently than any flexible alternative at scale.
The tradeoff is not subtle. A high-volume machining workflow built around Hydromat technology produces parts at 4–6.5 seconds per cycle. A comparable multi-axis CNC center running the same part sequentially takes 70–130 seconds. At 250,000 parts per year, that difference translates to months of machine time.
| Factor | Hydromat Rotary Transfer | Single-Spindle CNC | Multi-Axis Machining Center |
|---|---|---|---|
| Cycle time per part | 4–6.5 seconds | 70–130 seconds | 30–90 seconds |
| Setup time | High (multi-station tooling) | Low to moderate | Moderate |
| Flexibility | Low | High | High |
| Capital cost | Very high | Moderate | High |
| Best application | High-volume, stable part families | Prototypes, low volume, complex geometry | Medium volume, complex parts |
| Precision consistency | Very high (fixed tooling) | Moderate to high | High |
The comparison table shows that Hydromat technology excels in one specific context: stable, high-volume production of parts with defined operation sequences. When part geometry changes frequently or volumes are low, CNC machining centers or multi-axis platforms are the better choice. Production managers who try to use Hydromat machines as flexible job shop equipment consistently underperform on both throughput and cost.
Which industries use hydromat technology most?
Industries using Hydromat machines include automotive, aerospace, medical device manufacturing, plumbing hardware, and fastener production. These sectors share a common requirement: large quantities of precision metal parts with consistent dimensional tolerances and repeatable surface finishes.
Automotive applications include fuel system components, transmission fittings, brake hardware, and valve bodies. Aerospace uses Hydromat technology for structural fasteners, hydraulic fittings, and actuation components where tight tolerances are non-negotiable. Medical device manufacturers rely on it for implant components, surgical instrument parts, and fluid handling fittings produced in high quantities.
- Material compatibility: Steel, stainless steel, brass, aluminum, and titanium all run successfully on Hydromat machines. Brass and aluminum are particularly well-suited because their machinability allows faster cutting speeds at each station.
- Part geometry: Turned parts with multiple features, complex fittings, and components requiring drilling, threading, and facing in a single setup are ideal candidates.
- Secondary operations: Hydromat machines in OEM contract manufacturing combine multiple machining processes in a single setup, reducing part handling and eliminating inter-operation transport time.
- Volume thresholds: Parts running at 100,000 units per year or more are the practical minimum for justifying Hydromat investment. Parts running at 500,000 or more per year are where the technology delivers its strongest return.
The precision part design requirements for Hydromat-suited components are specific. Parts must be rigid enough to withstand clamping forces at multiple stations, and their geometry must allow consistent datum referencing throughout the transfer cycle. Parts that flex, distort under clamping, or require mid-cycle repositioning are poor candidates regardless of volume.
Key takeaways
Hydromat rotary transfer machines deliver their full advantage only when production volumes are high, part families are stable, and process design balances station loads before the first part runs.
| Point | Details |
|---|---|
| Parallel operation drives speed | Simultaneous cutting at all stations reduces cycle time to 4–6.5 seconds per part. |
| Slowest station sets cycle time | Balance station loads during process design to avoid a single bottleneck limiting output. |
| High volume justifies the investment | Annual volumes below 100,000 parts rarely recover Hydromat’s capital and setup costs. |
| Machine longevity supports ROI | With proper maintenance, Hydromat machines run reliably for 15–20 years at production scale. |
| Industry fit is narrow but deep | Automotive, aerospace, and medical sectors gain the most from Hydromat’s throughput and precision. |
What i’ve learned running hydromat processes at scale
The most common mistake I see production managers make with Hydromat technology is treating it as a faster CNC machine. It is not. It is a production system, and the distinction matters enormously when you are planning a program.
The machine itself is almost secondary to the process design. I have seen well-designed processes on older Hydromat EPIC Series machines outperform poorly designed processes on newer equipment. The tooling and operation sequencing determine whether you hit 4-second cycles or 9-second cycles. That gap compounds to millions of parts over a production year.
Maintenance discipline is the other factor that separates successful Hydromat operations from struggling ones. These machines are built to last 15–20 years, but only if you treat preventive maintenance as non-negotiable. Shops that defer spindle service or ignore coolant system maintenance find themselves with a machine that cannot hold tolerance at the volumes it was designed to run.
My honest advice for any production manager evaluating Hydromat technology: run the numbers on your specific part family before you commit. Calculate the break-even volume, map the operation sequence to available stations, and verify that your part geometry is compatible with transfer fixturing. If those three checks pass, Hydromat technology will likely outperform every alternative you are considering. If any one of them fails, you will spend years trying to make a machine work for a job it was not designed to do.
— Andrew
How Machiningtechllc supports high-volume hydromat production
Machiningtechllc operates Hydromat systems inside a 70,000 square foot facility in Webster, Massachusetts, producing over 20 million parts annually for OEMs across automotive, aerospace, defense, and industrial markets. The team brings decades of process design experience to Hydromat-based workflows, from initial operation sequencing through full-scale production qualification.

If you are evaluating whether Hydromat technology fits your next production program, Machiningtechllc offers the capacity and engineering depth to run that analysis with you. Explore the precision parts manufacturing capabilities or contact the team directly to discuss your part family, volume requirements, and tolerance specifications. The right process design starts before the first chip falls.
FAQ
What is hydromat technology in simple terms?
Hydromat technology is a rotary transfer machining system that moves metal workpieces through multiple cutting stations simultaneously, producing one finished part per machine cycle. It is designed for high-volume, precision metal part production.
How does a hydromat machine differ from a CNC machining center?
A Hydromat machine cuts at all stations at the same time, reducing cycle times to 4–6.5 seconds per part. A CNC machining center performs operations sequentially, typically taking 70–130 seconds for the same part.
What industries use hydromat systems most often?
Automotive, aerospace, and medical device manufacturing are the primary industries. These sectors require large volumes of precision turned parts in steel, brass, and aluminum with consistent tolerances.
What is the minimum production volume for hydromat to make sense?
Annual volumes of 100,000 parts or more are the practical threshold for justifying Hydromat capital and setup costs. Higher volumes, above 500,000 parts per year, deliver the strongest return on investment.
How long do hydromat machines last?
With proper preventive maintenance, Hydromat machines last 15–20 years and sustain operational cycles into the millions, supporting long-term production programs at scale.