

TL;DR:
- Complex parts machining involves CNC production of intricate components with tight tolerances that surpass standard methods. Using multi-axis CNC, wire EDM, and staged planning, industries like aerospace, medical, and automotive produce demanding parts such as turbine blades and fluidics manifolds. Proper sequencing, tooling, and inspection are vital to achieving precision and regulatory compliance in these complex projects.
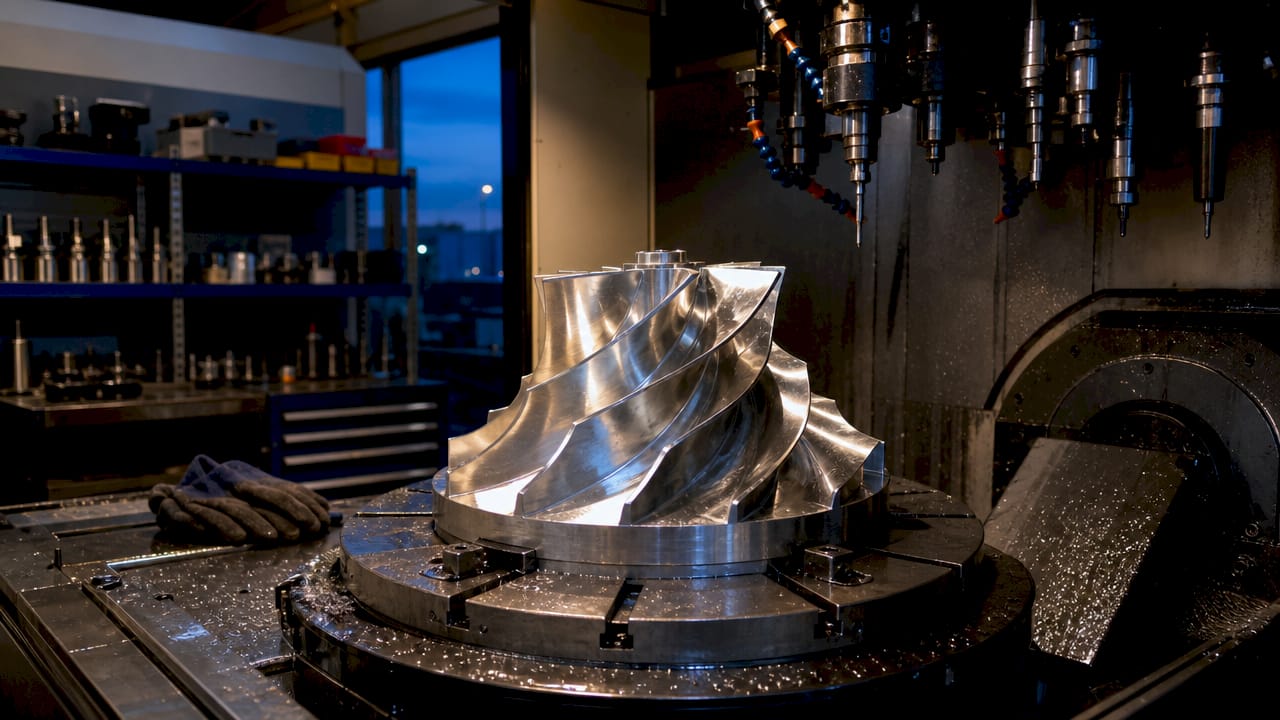
Complex parts machining is defined as the CNC production of components with intricate geometries, tight tolerances, and demanding material requirements that exceed the capability of standard three-axis milling or turning. Aerospace turbine blades, medical fluidics manifolds, and automotive transmission housings are the clearest real-world examples of this discipline. Each of these parts demands a combination of multi-axis CNC machining, wire EDM, and staged process planning to hold dimensions that conventional machining cannot reach. This article breaks down the most instructive complex parts machining examples by industry, then explains the techniques, tooling, and quality controls that make them possible.
1. Top complex parts machining examples across industries
The most instructive complex machining project examples come from aerospace, medical, automotive, and electronics manufacturing. Each sector pushes geometry, tolerance, and surface finish requirements to different extremes.
Aerospace components
- Turbine blades: Freeform airfoil surfaces with internal cooling channels require five-axis simultaneous milling and tight profile tolerances. Any deviation changes aerodynamic performance.
- Thin-walled housings: Structural housings with wall thicknesses under 2 mm demand careful fixturing and staged cutting to prevent deformation.
- Landing gear brackets: Multi-angled bores and compound radii require four-axis or five-axis setups to avoid cumulative alignment errors across multiple setups.
Medical device components
- Fluidics manifolds: These parts combine intersecting internal channels, threaded ports, and tight surface finish requirements. Vertical machining centers, 5-axis mills, and wire EDM are used together to produce them accurately.
- Surgical console enclosures: Aluminum enclosures for surgical systems require tight dimensional tolerances and anodized surface finishes that meet regulatory standards.
Automotive and motorsport parts
- Engine blocks: Deep bores, cross-drilled oil passages, and deck surface flatness requirements make engine blocks one of the most demanding custom machining examples in automotive production.
- Transmission housings: Multi-angled bearing bores and complex internal cavities require four-axis indexing to machine all features without repositioning errors.
Electronics and thermal management
- Heat sink housings: Thin fins with tight groove widths are a defining example of machining intricate designs. Heat sink fins with a 3.2 mm groove width and 28 mm depth require long-fluted milling cutters that are prone to vibration and breakage.
- Electronics enclosures: Fine pocket features, tight flatness, and thin walls for RF shielding push standard three-axis milling to its limits.
2. How multi-axis CNC machining enables complex parts production
5-axis CNC machining produces complex geometries in a single setup by giving the cutting tool access from virtually any angle. That capability directly reduces cumulative alignment errors that stack up across multiple setups on a three-axis machine.
The differences between axis configurations matter in practice:
- 3-axis machining moves the tool in X, Y, and Z. It handles prismatic parts well but cannot reach undercuts or compound angles without repositioning.
- 4-axis machining adds a rotary axis. 4-axis indexing reduces setups for features distributed radially, such as the bearing bores in a transmission housing, and improves surface consistency compared to repeated three-axis repositioning.
- 5-axis simultaneous machining controls all five axes at once. Simultaneous five-axis control allows the tool to approach from virtually any angle, which is the only practical way to machine turbine blade airfoils or complex impeller passages.
Parts that benefit most from single-setup five-axis production include impellers, turbine blades, orthopedic implants, and aerospace structural brackets. Removing intermediate setups eliminates the fixture-to-fixture positional error that accumulates when a part is re-clamped.
Programming and tooling for five-axis work carry real challenges. Collision avoidance between the tool, holder, and workpiece requires simulation before cutting. Tool length and rigidity become critical because longer tools deflect more under cutting forces.
Pro Tip: Run a full five-axis toolpath simulation in CAM software before the first cut. Catching a collision in simulation costs minutes. Catching it on the machine costs a scrapped part and hours of downtime.
3. Tooling strategies for challenging features in complex parts
Difficult features in complex part fabrication fall into predictable categories: deep narrow grooves, thin walls, tight internal corners, and hard materials. Each requires a specific tooling and process response.
Deep grooves and fins
Thin-walled ribs as narrow as 1.2 mm with heights of 25 mm cause vibration and deformation during milling. A milling cutter with a 3 mm diameter and roughly 29 mm of overhang faces a high risk of vibration and breakage, which raises both machining time and cost. Shops address this by using long-fluted cutters with the shortest possible overhang, reducing feed rates, and taking multiple light passes rather than one aggressive cut.
Staged roughing and finishing
Staged machining removes roughly 90% of material in a roughing phase before any finishing cuts are made. This approach controls heat accumulation and residual stress, which is critical for holding dimensional tolerances in thin-walled aerospace housings. Skipping this sequence and going straight to finish dimensions on a complex part is the most common cause of warped or out-of-tolerance components.
Wire EDM for tight internal corners
Wire EDM machines tight internal corners and intricate cutouts that conventional milling cannot reach. It also delivers tight tolerances and smooth surface finishes on complex profiles without applying cutting forces that could deflect thin walls. Wire EDM is the correct tool for sharp internal radii in die cavities, medical enclosures, and aerospace brackets where a milled radius is not acceptable.
| Feature type | Recommended approach | Key risk to manage |
|---|---|---|
| Deep narrow groove | Long-fluted cutter, light passes | Tool vibration and breakage |
| Thin-walled rib | Staged roughing then finishing | Deformation and residual stress |
| Tight internal corner | Wire EDM | Surface recast layer |
| Hard material pocket | CBN or carbide tooling, high coolant pressure | Tool wear and heat buildup |
Pro Tip: For thin-walled aluminum aerospace housings, rough the part, let it stabilize at room temperature for several hours, then finish machine. Thermal stabilization before finishing catches stress-relief movement before it affects final dimensions.
4. Surface finishing and quality control in complex parts machining
Surface finishing is not cosmetic on complex machined parts. It directly affects corrosion resistance, fatigue life, and regulatory compliance. The finishing method must be selected alongside the machining process, not after it.
Common finishing methods for complex machined components include:
- Anodizing: Applied to aluminum aerospace and medical enclosures to build a hard oxide layer. Type III hard anodizing adds wear resistance without changing part geometry beyond a predictable, uniform growth.
- Passivation: Used on stainless steel surgical components to remove free iron from the surface, improving corrosion resistance and meeting FDA material requirements.
- High-speed milling for surface consistency: On complex freeform surfaces, high-speed finishing passes with small stepovers produce surface roughness values that eliminate the need for hand polishing, which introduces inconsistency.
- Thread milling: On complex parts with multiple threaded features in hard materials, thread milling produces accurate threads without the risk of tap breakage that ruins an otherwise complete part.
Quality control on complex parts goes beyond final inspection. In-process inspection and first article inspection (FAI) confirm dimensional accuracy and provide traceability at each production stage. Medical enclosures, for example, require documented measurement reports and material certificates at delivery. Coordinate measuring machines (CMMs) and on-machine probing catch deviations before a part moves to the next operation, which is far cheaper than scrapping a finished component.
The medical device sector illustrates how finishing and inspection combine. Medical device OEMs require aluminum enclosures with tight tolerances, strict regulatory compliance, and documented inspection records. A single missed dimension on a surgical console enclosure can trigger a full production hold. Getting the part geometry right from the first article forward is the only cost-effective path.
Key takeaways
Complex parts machining requires multi-axis CNC setups, staged process planning, and rigorous inspection to hold tight tolerances on intricate geometries across aerospace, medical, automotive, and electronics applications.
| Point | Details |
|---|---|
| Multi-axis setups reduce errors | 5-axis machining eliminates repositioning errors that accumulate across multiple three-axis setups. |
| Staged machining prevents deformation | Roughing to remove most material before finishing controls heat and residual stress in thin-walled parts. |
| Wire EDM handles what milling cannot | Tight internal corners and intricate cutouts require wire EDM to achieve accurate profiles without cutting forces. |
| Finishing is a functional requirement | Anodizing, passivation, and thread milling affect corrosion resistance and regulatory compliance, not just appearance. |
| FAI and in-process inspection are non-negotiable | First article inspection with documented measurement reports is the standard for medical and aerospace complex parts. |
What I have learned from years of complex machining projects
The engineers who struggle most with complex parts are the ones who treat machining as the last step. They finalize a design, send it out for quote, and then discover that a 0.8 mm internal radius or a 30 mm deep slot has tripled their cost and lead time. The fix is not a better machine shop. The fix is earlier collaboration between design and manufacturing.
The most successful complex machining project examples I have seen share one trait: the design engineer and the process engineer talked before the drawing was released. Small geometry changes, like opening a tight internal radius by 0.3 mm or adding a draft angle to a deep pocket, can cut machining time significantly without changing part function. That conversation costs nothing. Discovering the problem after first article inspection costs real money and schedule.
Staged machining is another area where I see teams underestimate the discipline required. Roughing, thermal stabilization, and finishing are not optional steps for complex thin-walled parts. Shops that skip stabilization to hit a delivery date often ship parts that are in tolerance at room temperature but drift out of spec under operating loads. The aerospace precision workflow that controls this sequence is what separates reliable suppliers from ones that create rework cycles.
Procurement specialists should ask suppliers directly: what is your staged machining sequence for this part? If the answer is vague, that is a risk signal worth acting on before production starts.
— Andrew
Machiningtechllc: built for complex part production at scale
Machiningtechllc has operated from its 70,000 square foot facility in Webster, Massachusetts since 1985, producing over 20 million parts annually for aerospace, defense, and industrial OEMs. Its equipment lineup includes Hydromat systems, multi-axis CNC milling and turning centers, and wire EDM, which covers the full range of processes this article describes.

For OEMs sourcing complex precision components, Machiningtechllc offers contract machining services that combine high-volume throughput with the tight tolerances aerospace and medical applications demand. The team handles everything from prototype through full-scale production, with documented quality processes and on-time delivery. Engineers and procurement specialists can also review the full precision machining services catalog to match capabilities to their specific part requirements.
FAQ
What are the most common complex parts machining examples?
Turbine blades, fluidics manifolds, transmission housings, and electronics heat sinks are the most cited examples. Each combines tight tolerances, intricate geometry, and demanding surface finish requirements that require multi-axis CNC machining or wire EDM.
When does a part require 5-axis CNC machining?
A part requires five-axis machining when it has compound angles, undercuts, or freeform surfaces that a three-axis or four-axis machine cannot reach in a single setup without repositioning errors.
What is wire EDM used for in complex part fabrication?
Wire EDM machines tight internal corners, intricate cutouts, and complex profiles that conventional milling cannot reach, delivering tight tolerances and smooth surface finishes without applying cutting forces.
Why is staged machining important for thin-walled aerospace parts?
Staged machining removes the bulk of material in a roughing phase before finishing, which controls heat buildup and residual stress. Skipping this sequence causes deformation that pulls thin-walled parts out of tolerance.
What quality control steps apply to complex machined components?
First article inspection (FAI) and in-process measurement with CMMs are standard. Medical and aerospace parts also require documented material certificates and measurement reports to satisfy regulatory and customer traceability requirements.
Recommended
- Why Part Geometry Impacts Machining: 2026 Guide | Machining Technologies
- Precision Parts Manufacturing: Maximizing Quality and Throughput | Machining Technologies
- Optimize high-volume machining workflow: aerospace precision | Machining Technologies
- Master Precision Machining Workflow for Firearms Components | Machining Technologies