

TL;DR:
- Standardization in machining involves applying documented norms and work sequences to ensure consistent production outcomes. It reduces variation, enhances quality, and enables predictable throughput, especially in high-volume environments. Successful implementation requires ongoing maintenance, clear documentation, and alignment across sites and suppliers.
Standardization in machining is defined as the systematic application of documented norms, tolerances, and work sequences to create repeatable, measurable production outcomes. The role of standardization in machining extends beyond drawing notation: it governs how tools are set up, how parts are measured, and how processes are handed off between operators or facilities. Standards like ISO 2768, ISO 9001, and Lean TPS standardized work form the backbone of modern machining quality control. Without them, variation compounds at every step, and the cost of that variation shows up in scrap, rework, and missed delivery windows. For manufacturers running high volumes, the difference between a standardized and non-standardized floor is the difference between predictable throughput and chronic firefighting.
How standardization improves efficiency and quality in machining
Process variation is the primary enemy of machining efficiency, and standardization is its direct counter. Work standardization documents the optimal sequence for each operation, establishing a stable baseline that reduces waste and defines the best current method. When every operator follows the same documented sequence, the floor produces consistent cycle times and predictable tool life. That predictability is what allows schedulers to commit to delivery dates with confidence.
The quality benefits are equally concrete:
- Reduced inspection burden: Consistent processes produce parts that cluster tightly around nominal dimensions, reducing the number of out-of-tolerance parts that require re-inspection or rework.
- Faster drawing interpretation: ISO 2768 general tolerances allow a single tolerance note to cover all non-critical dimensions on a drawing, cutting the time engineers and machinists spend decoding callouts.
- Visible process health: Lean TPS standardized work defines normal operating conditions so clearly that any deviation becomes immediately visible, enabling faster problem detection and corrective action.
- Lower tool wear costs: Standardized feeds, speeds, and toolpaths reduce unpredictable tool loading, extending tool life and reducing unplanned changeovers.
The efficiency in standardized machining compounds over time. A shop that documents its best method today creates a baseline for tomorrow’s improvement cycle. Without that baseline, every improvement is anecdotal and difficult to sustain.
Pro Tip: Before launching a standardization initiative, map your three highest-variation operations first. Fixing those three will deliver more measurable impact than standardizing ten low-variation processes.
What are common machining standards and how do they function?
The importance of machining standards becomes clear when you examine what each one actually controls. The major frameworks operate at different levels of the production system, and understanding their distinct functions prevents the common mistake of treating them as interchangeable.
| Standard | Primary focus | What it controls |
|---|---|---|
| ISO 2768 | Dimensional tolerancing | General linear and angular tolerances across fine, medium, and coarse classes |
| Lean TPS standardized work | Process execution | Work sequence, takt time, and work-in-process inventory levels |
| ISO 9001 calibration | Measurement traceability | Instrument calibration intervals, records, and Test Uncertainty Ratio requirements |
| Industry test piece standards | Machine evaluation | Standardized geometry for comparing machining system performance across platforms |
ISO 2768 is the most widely applied drawing standard in precision machining. It divides tolerances into classes (fine, medium, coarse, and very coarse) that match the functional requirements of the part. Applying the correct class eliminates the need to individually tolerance every non-critical dimension, which reduces drawing complexity and communication errors between design and the shop floor. You can explore tolerance specification practices in detail to see how class selection affects downstream machining decisions.
Lean TPS standardized work operates at the operator level. It defines the exact sequence of tasks, the standard amount of work-in-process between stations, and the time available per cycle. Lean TPS standardized work supports both Just-in-Time flow and built-in quality (Jidoka) by making abnormal conditions visible without requiring constant supervision.
ISO 9001 calibration requirements add a measurement layer. ISO 9001 calibration mandates a Test Uncertainty Ratio of at least 4:1, meaning the measurement instrument must be four times more accurate than the tolerance being checked. This requirement ensures that conformance decisions are based on reliable data, not instrument error.
Test piece standards address machine evaluation. A 2026 Springer Nature study found that using non-standard test pieces limits comparability and prevents meaningful assessment of machining systems under production conditions. Standardized test geometries allow shops to benchmark new equipment against existing machines using the same reference, which is critical when qualifying a second source or expanding capacity.
What challenges and limitations exist in machining standardization?
Standardization delivers real gains, but applying it without discipline creates its own category of problems. Manufacturing professionals who treat standards as a universal solution rather than a targeted tool consistently run into the same traps.
The most common failure mode is defaulting to the tightest available tolerance class. Tightening machining tolerances exponentially increases machining time, tool wear, and inspection effort. Halving a tolerance can increase feature cost by 1.5 to 2 times. Pushing into extreme precision ranges can raise costs 4 to 8 times due to additional processes like grinding, lapping, or coordinate measuring machine inspection. Applying fine-class ISO 2768 tolerances to non-functional surfaces is a direct cost penalty with no quality return.
Tooling standardization carries a similar trap. One standardized modular chuck covers approximately 85% of parts in a typical family. The remaining 15% require adapters, which add setup steps and can reduce the rigidity that made the standard chuck attractive in the first place. Over-standardizing tooling interfaces reduces flexibility and can erode the setup time savings that justified the investment.
Additional challenges include:
- Cross-site interpretation gaps: Multi-site machining networks frequently find that the same written standard produces different outcomes at different facilities because local training, tooling, and equipment vary.
- Supplier alignment failures: When a standard is applied internally but not communicated to suppliers, incoming material or subcontracted operations introduce variation that the internal standard cannot catch.
- Rigidity in product-specific requirements: Some part families require process parameters that fall outside standard ranges. Forcing them into a standard framework without exception handling increases scrap rather than reducing it.
Pro Tip: Treat ISO 2768 tolerance classes as a starting point, not a default. Reserve the fine class for surfaces that directly affect fit, function, or assembly. Apply medium or coarse to everything else and document the rationale.
How to effectively implement standardization in machining operations
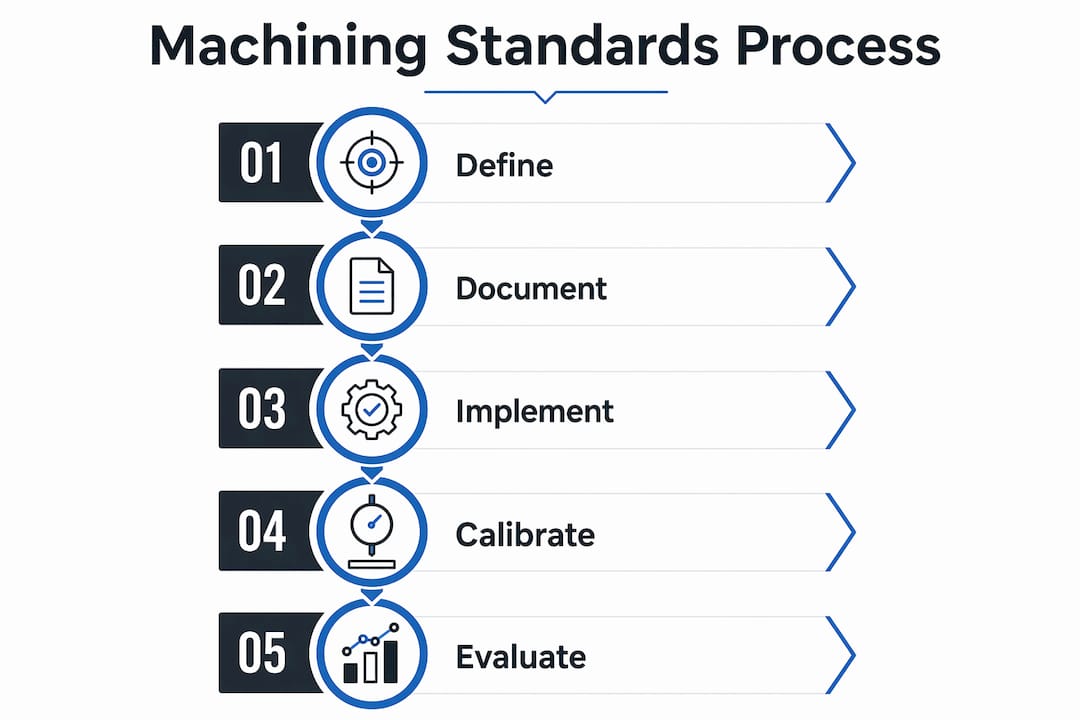
Implementation is where most standardization efforts succeed or fail. The following sequence reflects machining industry best practices drawn from Lean manufacturing, ISO frameworks, and high-volume production environments.
Document current best practices before writing new standards. Observe your most experienced operators and capture what they actually do, not what the procedure manual says. The gap between the two is your first improvement opportunity.
Define tolerance classes by function, not habit. Review every active drawing and assign ISO 2768 classes based on whether the dimension affects fit, function, or appearance. Standardization should simplify tolerancing while reserving tight tolerances for functional needs.
Establish calibration traceability per ISO 9001. Audit every measurement instrument on the floor, confirm calibration intervals, and verify that each instrument meets the 4:1 Test Uncertainty Ratio requirement. Measurement data that cannot be traced to a national standard is not defensible in a conformance dispute.
Introduce standardized test pieces for machine qualification. When adding or replacing equipment, use a standardized test geometry to evaluate the machine under production-representative conditions. This prevents the apples-to-oranges comparisons that make machine selection decisions unreliable.
Train operators to the standard, not just the task. Operators who understand why a sequence is defined the way it is will maintain it more reliably than operators who only know what to do. Connect each standard to the quality or efficiency outcome it protects.
Build a continuous improvement loop from the standardized baseline. Standardized work creates visibility for quality by defining normal process conditions. Once normal is defined, deviations become data points. Track them, analyze them, and update the standard when a better method is validated.
Align standards across sites and suppliers in writing. Multi-site networks that rely on verbal alignment consistently produce inconsistent outputs. Distribute controlled documents, conduct cross-site audits, and include tolerance and process requirements in supplier purchase orders. You can see how Lean machining principles support this kind of systematic alignment in high-volume environments.
Key takeaways
Standardization in machining works because it converts tribal knowledge into documented, repeatable processes that reduce variation, lower costs, and create a measurable baseline for improvement.
| Point | Details |
|---|---|
| ISO 2768 reduces drawing complexity | Applying the correct tolerance class eliminates individual callouts and cuts communication errors between design and the shop floor. |
| Lean TPS makes deviations visible | Defining normal work conditions allows any abnormality to surface immediately, enabling faster corrective action. |
| Tight tolerances carry real cost penalties | Halving a tolerance can increase feature cost 1.5 to 2 times; reserve fine classes for functional surfaces only. |
| ISO 9001 calibration protects conformance decisions | A 4:1 Test Uncertainty Ratio requirement ensures measurement instruments are reliable enough to make valid pass/fail calls. |
| Cross-site alignment requires written controls | Verbal alignment between facilities consistently produces inconsistent outputs; controlled documents and audits are non-negotiable. |
Where standardization gets harder than the textbooks admit
I have spent years watching well-intentioned standardization programs produce the opposite of their intended results, and the pattern is almost always the same. The team writes excellent standards, trains to them once, and then moves on. Six months later, the standard exists on paper and nowhere else.
The uncomfortable truth is that standardization is a maintenance activity, not a project. The standard you write today will drift the moment a new operator joins, a supplier changes a material, or a machine gets replaced. The shops that get real value from their standards are the ones that treat the standard as a living document with an owner, a review cycle, and a direct connection to production metrics.
The other thing I have seen consistently underestimated is the cost of over-standardization at the tooling level. Shops that standardize their entire tooling library around one modular system save real time on 85% of their parts and then lose it all on the exceptions. The solution is not to avoid tooling standards. It is to validate the standard against your actual part mix before committing, and to build explicit exception handling into the system from day one.
For high-volume contract machining environments like the ones Machiningtechllc operates, standardization is not optional. Producing over 20 million parts annually across aerospace, defense, and industrial applications requires that every process parameter, tolerance class, and calibration record be locked down and traceable. The quality control practices that make that volume possible are built entirely on standardized foundations. The manufacturers who treat standardization as a compliance checkbox will always lose ground to the ones who treat it as a production asset.
— Andrew
How Machiningtechllc supports standardized, high-volume production

Machiningtechllc has built its contract manufacturing operation around the same standardization principles covered in this article. Operating from a 70,000 square foot facility in Webster, Massachusetts, with Hydromat systems, CNC milling, turning, and wire EDM, the company applies documented process standards, ISO-aligned calibration, and standardized work sequences across every production run. The result is consistent, traceable output at volumes that reach over 20 million parts per year. If you are an OEM or industrial manufacturer evaluating contract partners, explore precision parts manufacturing and contract machining services to see how standardized processes translate directly into faster delivery and tighter quality outcomes.
FAQ
What is the role of standardization in machining?
Standardization in machining establishes documented norms for tolerances, work sequences, and measurement practices that reduce process variation and improve part consistency. Standards like ISO 2768, Lean TPS, and ISO 9001 each address a different layer of the production system.
How does ISO 2768 improve machining efficiency?
ISO 2768 allows a single general tolerance note to cover all non-critical dimensions on a drawing, reducing interpretation errors and simplifying communication between design and the shop floor. Selecting the correct tolerance class also prevents over-machining non-functional surfaces.
What are the main challenges of machining standardization?
The most common challenges are defaulting to unnecessarily tight tolerances, over-standardizing tooling interfaces that require adapters for exception parts, and failing to align standards across multiple sites or suppliers in writing.
Why does ISO 9001 calibration matter for machining quality control?
ISO 9001 requires a Test Uncertainty Ratio of at least 4:1, meaning measurement instruments must be four times more accurate than the tolerance being checked. Without this, conformance decisions are based on unreliable data and cannot be defended in a quality dispute.
How do you implement standardized work in a machining operation?
Start by documenting what your best operators actually do, assign ISO 2768 tolerance classes by function rather than habit, establish calibration traceability, and build a continuous improvement loop that updates the standard whenever a better method is validated.
Recommended
- Custom vs standard machining: choosing the right fit | Machining Technologies
- The Role of CAD/CAM in Machining: 2026 Guide | Machining Technologies
- Post-processing in machining: achieving precision and consistency | Machining Technologies
- Optimize high-volume machining workflow: aerospace precision | Machining Technologies