

TL;DR:
- Material selection impacts structural integrity, regulatory compliance, and project costs in high-volume manufacturing.
- Aluminum alloys like 6061 and 7075 offer different strength-to-weight benefits for aerospace and defense applications.
- Cross-disciplinary review processes help prevent costly material choice errors by considering supply chain and production factors.
Material selection sounds straightforward until a batch of aerospace brackets fails inspection, a firearm component warps under heat, or a defense subassembly adds 30% to the project budget because the wrong alloy was specified. The assumption that harder or more expensive always means better is one of the most costly misconceptions in contract manufacturing. For OEMs operating in aerospace, defense, and firearms, every material decision carries structural, regulatory, and financial consequences. This article gives you a practical breakdown of CNC machining materials, key performance comparisons, and a decision framework designed for high-volume, precision-driven production environments.
Table of Contents
- The essentials of CNC machining materials
- Common CNC machining materials: Beyond aluminum and steel
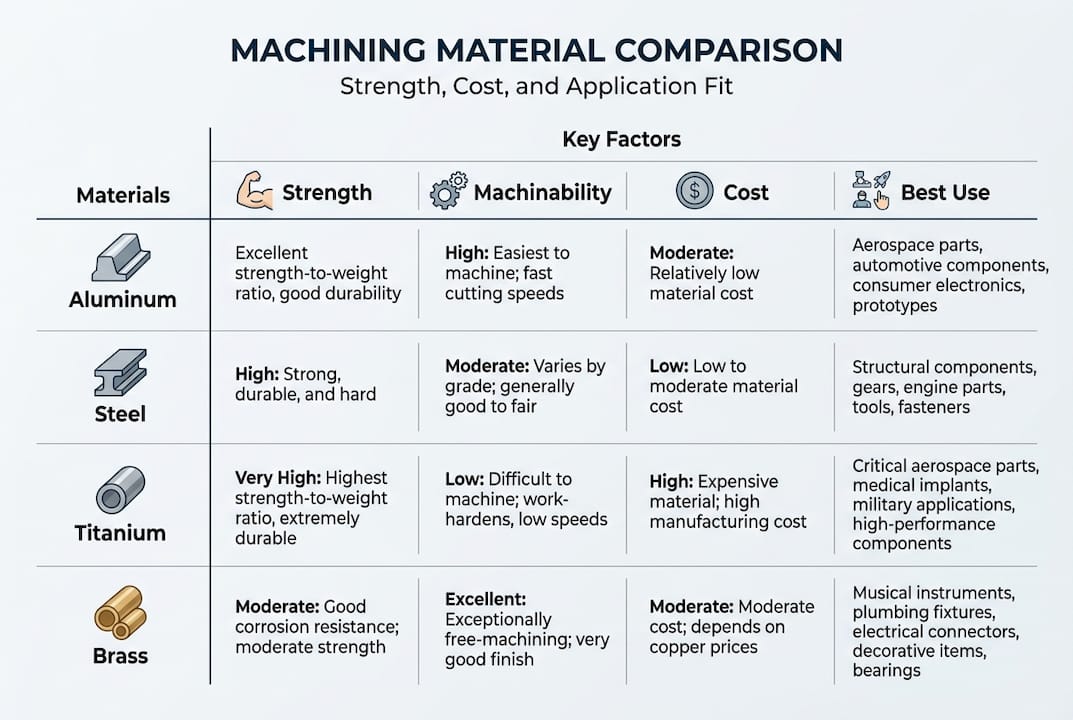
- Comparing material performance: Strength, cost, and application fit
- Material selection frameworks for precision and scalability
- Why material choice still trips up the best manufacturers
- Take your machining results further with specialized support
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Material properties matter | The strength, machinability, and cost of your material directly impact part precision and overall project success. |
| Comparisons guide choices | Side-by-side comparisons of aluminum, steel, and other alloys help manufacturers select the best fit for their requirements. |
| Frameworks simplify selection | Stepwise selection frameworks ensure compliance, cost-efficiency, and consistent quality for large-scale production. |
| Expert advice pays off | Involving specialists in CNC material selection minimizes risk and maximizes value for aerospace, defense, and firearms projects. |
The essentials of CNC machining materials
Before selecting a material, you need to understand what makes it suitable for CNC machining in the first place. The term machinability refers to how easily a material can be cut, shaped, and finished to tight tolerances without excessive tool wear, heat buildup, or surface defects. High machinability generally means lower cycle times and reduced tooling costs. But machinability alone never tells the complete story.
Reviewing machinability considerations for your target material should be the first step in any engineering review. The properties that matter most in high-stakes industries break down into five primary categories:
- Tensile strength: Resistance to forces pulling a material apart, critical for structural aerospace and defense components.
- Hardness: Resistance to surface deformation, important for wear-prone firearm components like barrels and bolt carriers.
- Density and weight: Lower density materials reduce overall system weight, a significant factor in aircraft and handheld weapons.
- Corrosion resistance: Exposure to moisture, fuels, and cleaning solvents demands materials that maintain integrity over service life.
- Thermal stability: Materials that expand or distort under heat can cause tolerance failures in assembled systems operating in extreme environments.
The interaction between these properties is where most material errors originate. A material with excellent tensile strength may machine poorly, driving up costs and cycle times. A lightweight alloy may offer great corrosion resistance but require additional surface treatments to meet hardness requirements. Understanding how precision machining processes interact with specific material properties allows your engineering team to make selections that perform consistently across production runs.
Pro Tip: When reviewing material datasheets, watch for “typical” versus “minimum” values. Minimum values represent the floor for mechanical performance. Designing to typical values without accounting for batch variation is a common and expensive oversight, especially in aerospace and defense applications where tolerances leave no margin.
Cost versus performance decisions are never made in isolation. In prototype phases, a higher-cost titanium alloy might be selected to validate performance. In full-scale production with a volume of 500,000 parts annually, that same decision could inflate material costs to the point where a redesign becomes necessary. Getting the selection right early is always cheaper than correcting it late.
Common CNC machining materials: Beyond aluminum and steel
Most OEMs start with aluminum and steel as defaults, and for good reason. But the right question is never “which metal?” It is “which specific grade and why?” The performance gap between 6061 and 7075 aluminum, for example, is not trivial.
Aluminum alloys (6061 and 7075): 6061 is the workhorse. It machines easily, welds without issue, and offers solid corrosion resistance, making it a strong choice for structural components, housings, and brackets across all three sectors. 7075 steps up the performance ladder significantly. It delivers a strength-to-weight ratio of 29.5 compared to 4140 steel’s 12.1, making it the preferred choice for weight-critical aerospace structures and high-stress firearm receivers. The tradeoff: 7075 is harder to weld and costs more per pound.
Steel alloys (4140 and 1018): 4140 chromoly steel is a go-to for components that need absolute strength and hardness under cyclic loading. Firearm barrels, bolt assemblies, and armored vehicle components often rely on 4140 because nothing in aluminum’s family matches its ultimate hardness. 1018 mild steel is more machinable and cost-effective, suited for prototype hardware, jigs, and non-critical structural elements.
Titanium: Titanium alloys like Ti-6Al-4V offer a unique combination of high strength, low density, and exceptional corrosion resistance. Aerospace fasteners, airframe components, and medical-grade defense equipment frequently specify titanium. The challenge is cost and machinability. Titanium is notoriously difficult to machine, generates high heat at the cutting zone, and demands premium tooling with lower speeds. Volume production in titanium requires careful planning for strategies for complex part manufacturing to keep cycle times manageable.

Brass: Often overlooked in favor of more exotic materials, brass excels in applications requiring tight tolerances, low friction, and good electrical conductivity. Ammunition components, fittings, and valve bodies are natural homes for brass. Its machinability rating typically exceeds both steel and aluminum.
Polymer composites: PEEK, Delrin, and glass-filled nylons are increasingly common in defense and aerospace applications where weight, electrical insulation, or chemical resistance matters more than metal-level strength. These materials machine cleanly but require different tooling strategies and are sensitive to heat accumulation.
| Material | Machinability | Relative cost | Best use case |
|---|---|---|---|
| 6061 Aluminum | Excellent | Low | Housings, brackets, structural frames |
| 7075 Aluminum | Good | Moderate | Aircraft structures, firearm receivers |
| 4140 Steel | Moderate | Moderate | Barrels, bolts, load-bearing components |
| 1018 Steel | Very good | Low | Prototypes, jigs, non-critical parts |
| Titanium (Ti-6Al-4V) | Difficult | High | Aerospace fasteners, critical structures |
| Brass | Excellent | Moderate | Ammo components, fittings, valves |
| PEEK/Polymer | Good | Variable | Lightweight housings, insulation, seals |
Comparing material performance: Strength, cost, and application fit
Side-by-side numbers only get you so far. The real value comes from understanding the decision logic behind the data.
Take the aluminum vs. steel comparison. 7075 aluminum outperforms 4140 steel on a strength-to-weight basis (29.5 vs. 12.1), which is the defining metric for aerospace structures and handheld weapons where every gram counts. But 4140 steel dominates when you need maximum hardness, wear resistance, and absolute strength under impact or sustained cyclic stress. The decision between these two materials is not a question of which is “better.” It is a question of what the part actually needs to survive its service environment.
Titanium occupies a unique space. It beats both aluminum and steel on corrosion resistance and long-term fatigue performance in certain environments. The cost penalty is real but sometimes justified when you consider reduced maintenance cycles and lighter system weight over a multi-year product life. For custom vs. standard applications, see our discussion on custom vs. standard machining to understand where titanium investments make economic sense.
The practical routing of machining operations also shifts significantly based on material. Aluminum runs at high spindle speeds with aggressive feed rates. Steel requires slower cutting speeds, more coolant, and higher-rigidity setups. Titanium demands precise control of heat at the cut zone, specialized coated tooling, and conservative parameters to prevent work hardening.
| Property | 7075 Aluminum | 4140 Steel | Titanium Ti-6Al-4V |
|---|---|---|---|
| Tensile strength (ksi) | 83 | 148 | 130 |
| Density (lb/in³) | 0.102 | 0.284 | 0.160 |
| Strength-to-weight ratio | 29.5 | 12.1 | 18.8 |
| Machinability (relative) | Good | Moderate | Difficult |
| Corrosion resistance | Good | Moderate | Excellent |
| Relative material cost | Low-moderate | Moderate | High |
Pro Tip: When you are selecting between two materials with similar performance specs, default to the one with better machinability unless a specific property absolutely demands the harder-to-machine option. The tooling costs, cycle time impact, and scrap rates associated with difficult materials often outweigh their performance advantages in high-volume production environments.
The cost picture also changes with volume. At 10,000 parts, titanium’s premium machining time might be acceptable. At 2 million parts per year, that same premium can price you out of a contract. Always project material and machining costs across expected annual production volume before committing to a specification.
Material selection frameworks for precision and scalability
Good material selection is not a one-time engineering decision. It is a structured process that has to account for production scale, tolerance requirements, regulatory compliance, and supply chain realities.
Here is a stepwise framework that production teams can apply to any new program:
- Define the performance envelope first. List the mechanical, thermal, and chemical demands the part must meet in service. Do not start with a preferred material. Start with requirements.
- Screen for machinability at target volume. A material that machines beautifully in prototype quantities may create bottlenecks at production scale. Evaluate machinability against your actual production targets, not best-case scenarios.
- Apply regulatory and compliance filters. Aerospace materials must often meet ASTM, AMS, or MIL-SPEC standards. Firearm components may require specific heat treatment certifications. Compliance is not optional, and supply chain traceability for certified materials adds lead time and cost that must be factored in early. Reviewing your workflow for optimizing high-volume production will surface compliance checkpoints that are easy to miss under schedule pressure.
- Model total cost, not just material cost. Include tooling wear, coolant consumption, cycle time, rejection rates, finishing operations, and supplier lead times. A cheaper material that drives higher scrap and longer cycle times frequently costs more per good part than a premium alloy.
- Validate with a machining trial before full commitment. Even when historical data suggests a material is well-understood, batch variation and supplier differences can affect performance. Run a controlled trial with measurable acceptance criteria before scaling.
- Build in substitution contingencies. Supply chain disruptions are real. Identify qualified secondary materials that meet the performance envelope so a supplier shortage does not halt production.
“Compliance and traceability are not administrative burdens. They are built-in risk controls that protect your production program from catastrophic failures, recalls, and regulatory consequences. Treat them as design requirements, not afterthoughts.”
The role of CNC automation in material selection is growing. Automated machining systems can accommodate faster tool changes and adaptive feed rate control, which expands the practical range of materials you can run efficiently at volume. If your current cell is not automation-ready, that constraint should factor directly into your material selection, since some difficult-to-machine materials are only economical when automation absorbs the cycle time overhead.
Why material choice still trips up the best manufacturers
Here is the uncomfortable reality: most material selection errors do not happen because engineers do not know their alloys. They happen because organizational habits, schedule pressure, and fragmented communication override good engineering judgment.
Teams default to familiar materials because the tooling is already set up, the supplier is already qualified, and the engineering hours to evaluate an alternative feel expensive. That logic is understandable in the short term. Over the life of a program producing millions of parts annually, it can be the difference between a competitive product and an obsolete one. Many manufacturers default to familiar alloys, but optimal selection requires balancing machinability, availability, and lifecycle cost in ways that habitual choices never surface.
The hidden tradeoffs that even experienced teams miss most often are not mechanical properties. They are lead times for certified material, minimum order quantities from qualified distributors, and the regulatory approval process for material substitutions in fielded programs. A superior material on paper can cripple a production timeline if the supply chain cannot support it reliably.
What actually works better than individual engineering judgment is structured cross-disciplinary review. When materials engineering, manufacturing engineering, procurement, and quality sit in the same conversation during program definition, the blind spots that trip up individual reviewers get caught early. Our advanced machinability discussion outlines how to structure that review systematically. The organizations that get material selection right consistently are not the ones with the smartest individual engineers. They are the ones with the best cross-functional processes.
Take your machining results further with specialized support
Navigating complex material requirements across aerospace, defense, and firearms programs requires more than engineering knowledge. It requires a manufacturing partner with the capacity, equipment, and proven processes to execute at scale.

At Machining Technologies LLC, we have been producing precision components since 1985 across a 70,000 square foot facility running Hydromat systems, CNC milling, turning, and wire EDM. Our team works directly with OEMs to evaluate material options, model production costs, and meet compliance requirements from the first prototype through full-scale runs exceeding 20 million parts annually. Explore the contract machining benefits we deliver to high-volume programs, or review our dedicated capabilities for precision machining for firearms. When your program demands maximum throughput without sacrificing tolerances, see how we maximize quality and throughput on the most demanding contracts.
Frequently asked questions
What is the most commonly used material in CNC machining?
Aluminum alloys, especially 6061 and 7075, are the most widely used CNC machining materials due to their excellent machinability, solid strength, and versatility across industries. For high-stress applications, 7075 aluminum’s strength-to-weight ratio makes it the preferred choice over standard steel grades.
How do I choose the right CNC machining material for aerospace components?
Start by defining the required strength-to-weight ratio, heat resistance, and applicable compliance standards such as AMS or MIL-SPEC, then evaluate machinability against your production volume to arrive at the optimal selection.
Are steel parts always stronger than aluminum parts?
Steel generally delivers higher absolute strength and hardness, but aluminum can outperform steel on a strength-to-weight basis. For example, 7075 aluminum’s ratio of 29.5 significantly exceeds 4140 steel’s 12.1, making it the superior choice in weight-critical applications.
What factors affect CNC machinability?
Machinability is driven by a material’s hardness, ductility, thermal conductivity, and the presence of alloying elements or inclusions that accelerate tool wear or create surface defects during cutting operations.
Can I reduce costs by choosing a cheaper CNC material?
Cheaper materials can reduce upfront spend, but total program cost includes tooling wear, scrap rates, cycle time, finishing operations, and compliance risk. Selecting a lower-cost material that drives higher rejection rates or fails in service always results in a higher cost per good part.
Recommended
- Optimize high-volume machining workflow: aerospace precision | Machining Technologies
- Precision Parts Manufacturing: Maximizing Quality and Throughput | Machining Technologies
- Custom vs standard machining: choosing the right fit | Machining Technologies
- CNC Turning: Impact on Precision Manufacturing | Machining Technologies